
Это интересно
- ОКД
- ЗКС
- ИПО
- КНПВ
- Мондиоринг
- Большой ринг
- Французский ринг
- Аджилити
- Фризби
Опрос
Полезные ссылки
РКФ

Все о дрессировке собак

Стрижка собак в Коломне

Поиск по сайту
Ресурсное моделирование в промышленности. Производство бетона и железобетонных изделий. Жби и конструкции журнал
Журнал ЖБИ и конструкции - Cписок производителей формовочного оборудования
ROTHO
Германия, Нойнкирхен
1900
Компания ROTHO - это богатое традициями семейное предприятие, управляемое уже четвертым поколением. Благодаря высочайшему уровню качества, высокой гибкости и своей безупречной репутации компания ROTHO на сегодняшний день является ведущим производителем камер выдержки.
Камеры выдержки и пропарки для линий по производству бетонных мелкоштучных изделий. Шумоизоляционные кабины для линий всех марок, а также кабины управления. Рейки, поддоны, рамки, крупноформатные поддоны, несущие конструкции для сушки, сушильные вагонетки и сушильные камеры.
Robert Thomas, Metall- und Elektrowerke GmbH & Co. KG, Hellerstr. 6, D-57290 Neunkirchen Tel. +49 2735 788 0 Fax. + 49 2735 788 559 Этот e-mail адрес защищен от спам-ботов, для его просмотра у Вас должен быть включен Javascript
SO.CO.MET. S.P.A.
Италия
1976
Компания SO.CO.MET S.P.A. основана по инициативе группы инженеров, которые имели опыт работы в крупных строительных компаниях в 60-е и 70-е годы. На данный момент SO.CO.MET S.P.A. является одной из самых успешно развивающихся компаний в отрасли производителей оборудования для производства ЖБИ.
SOMMER Anlagentechnik
Германия, Альтхайм
-
Компания Sommer Anlagentechnik специализируется на проектировании и внедрении производственных линий ЖБИ. Основываясь на богатом опыте, компания Sommer может предложить своим клиентам всестороннее обслуживание, от консультации, до запуска линиии на производстве. Sommer Anlagentechnik производит всю номенклатуру автоматических производственных линий с управляющими CAD серверами.
www.sommer-landshut.de
SPANCRETE Maсhinery
США, Уокиша
1946
Компания Spancrete Maсhinery со времени своего основания удерживает лидирующие позиции в сегменте поставок оборудования для производства пустотелых ЖБИ. Обладая штатом опытных инженеров и современными производственными линиями, компания Spancrete осуществляет проектирование и последующий запуск заводов ЖБИ.
SPIROLL
Великобритания, Дерби
1970
Компания Spiroll - один из мировых лидеров, выпускающих оборудование для производства пустотелых ЖБИ. Компания обладает достаточной мощностью для быстрого и качественного запуска конвееров на заводах ЖБИ. Spiroll на протяжении 40 лет вырабатывает стратегию снижения расходов и на данный момент может представить своим клиентам оборудование для производства ЖБИ с весьма быстрой окупаемостью.
TECHMART
Ирландия, Килдар
1967
Компания Techmart производит всю номенклатуру ЖБИ оборудования, начиная от preCAD программного обеспечения, заканчивая формовочными линиями и распилочными механизмами. Тechmart занимается проектированием и поставкой новых заводов ЖБИ, а так же индивидуальной модернизацией существующих линий.
THK-Systems
Финляндия
1985
THK-Systems производит и постоянно совершенствует машины и системы для бетонных заводов. Основным направлением является изготовление оборудования для производства полых бетонных плит. Новейшая технология, постоянное усовершенствование дизайна, высокое качество продукции вывели ТНК-systems на ведущее место в своей области.
VOLLERT Anlagenbau GmbH + Co. KG
Германия, Вайнсберг
1925
Компания VOLLERT сегодня: это 200 квалифицированных сотрудников, из них 80 занято в системе сбыта, разработками и выполнением проектов. Доля экспорта 70% подтверждает международный опыт компании. Установки и машины VOLLERT есть на каждом континенте, результат успешной работы - это довольные клиенты. Собственное эффективное производство обеспечивается за счет гибкости и возможности быстро реагировать. VOLLERT производит широчайший ассортимент оборудования для производства ЖБИ, начиная от станков для напряжения арматуры и заканчивая установками и системами для производства плоскостных железобетонных изделий, таких как массивные стеновые блоки и «Сэндвич“ - панели.
Установки, линии и опалубочные системы для производства железобетонных изделий,
установки и линии для производства шпал из предварительно напряженного бетона, циркуляционные линии для производства бетонных труб, оборудование для производства ячеистого бетона и силикатного кирпича.
Изделия: сборные элементы перекрытия, двойные стеновые блоки, предварительно напряженные панельные перекрытия, монолитные перекрытия и стеновые блоки, фасадные элементы, «сэндвич»-панели, пустотные перекрытия без предварительного напряжения, железобетонные трубы, шпалы из предварительно напряженного бетона.
Stadtseestrasse 12 74189 Weinsberg Deutschland
Контактное лицо:Франк ШлоттерЭтот e-mail адрес защищен от спам-ботов, для его просмотра у Вас должен быть включен Javascript Tel.: +49 7134 52 127Fax.: +49 7134 52-205
www.vollert.ru
WCH
Бразилия, Рио Кларо
1977
Компания WCH занимается производством оборудования для изготовления пустотелых бетонных изделий, предварительно напряженных изделий и систем управления производством. Компания обладает достаточной мощностью для оснащения «от и до» нескольких заводов ЖБИ в год.
WECKENMANN
Германия, Дорметтинген
1957
Фирма WECKENMANN получила признание во всем мире как инновационный партнер, предоставляющий полный объем услуг по проектированию, тизготовлению, обслуживанию и текущему ремонту технологического оборудования предприятий, производящих бетонные монтажные блоки, системы автоматизации и управления, оборудование для измельчения синтетических материалов и опалубочные системы.
Наклоняемые столы, Система оборота паллет, Опалубка, Оборудование для чистки/смазки опалубки, Плоттеры / плоттеры RP / плоттеры MRP, Опалубочные роботы, Роботы для нанесения замедлителя схватывания бетона, Бетонораздатчики, Системы транспортировки бетона, Краны-манипуляторы, Транспортировочные траверсы, Оборудование для обработки поверхностей, Подъемные устройства, Выводящие системы, Оборудования для напряжения арматуры, Обогревательные систем, Системы управлени, Производственные линии / столы, Наклоняемые столы.
Тел.: +49 7427 94930
Факс: +49 7427 949329
Этот e-mail адрес защищен от спам-ботов, для его просмотра у Вас должен быть включен Javascript www.weckenmann.de
WEILER
Германия, Гау Алгесхайм
1954
Немецкое семейное предприятие Weiler, основанное в 1954 году, в настоящеевремя обладает референцией поставки более 200 машин и комплексных линий по всему миру и является единственным немецким производителем оборудования для производства железобетонных изделий стендовым методом, по технологии экструзии и виброформования.
Оборудование для чистки/смазки опалубки; оборудование для преднапряжения арматуры; циркуляционные пилы; слипформеры; экструдеры; системы транспортировки бетона.
www.weiler.net
СТРОЙМАШ-ВИБРОПРЕСС
Россия, Красногорск
1990
Холдинг «Строймаш-Вибропресс» основан в 1990 году. Он осуществляет реконструкцию предприятий стройиндустрии и является производителем автоматизированного технологического оборудования. В настоящее время оборудование «Строймаш-Вибропресс» поставлено и успешно работает во многих регионах России. Поставляемые технологические линии формируют домостроительный комплекс, позволяющий возводить 150-200 тыс.м2 сборно-монолитных жилых зданий в год.
Линии по производству кирпича, балок, тротуарной плитки, бордюрного камня и т.д. Линии безопалубочного формования «Тенсиланд» для производства железобетонных плит, балок, свай, лотков и т.д. Линии железобетонных труб методом вибропрессования (более 50 видов конструкций). Бетоносмесительные автоматизированные заводы модульного типа. Планетарные бетономешалки.
143400 Красногорск, Московская область, ул.Центральная, д.3.Тел: (495) 562-21-66Факс: (495) 562-81-41 Этот e-mail адрес защищен от спам-ботов, для его просмотра у Вас должен быть включен Javascript ,www.vibropress.biz
www.gbi-magazine.ru
Журнал ЖБИ и конструкции - Завод ЖБК имени Светланы Ковальской
| 22 Июля 2010
Обратная дорога из Мюнхена в Россию пролегала через Австрию и Словакию. За окном нашего автомобиля пролетали черепичные крыши сельских домов, поля, выстланные солнечными батареями, города, на башнях которых продолжали свой ход старинные часы, отмеряя невластное над этими местами время.
Украина встречала нас туманом и ритмичным серпантином Карпатских гор. Старый и шумный Львов, где, как и в Одессе, на улицах чаще всего встречаются вывески натариусов, адвокатов и зубных врачей; узкоколейные трамвайные пути и булыжные мостовые. И здесь, впервые встретив указатель «на Киев», мы покидаем Львов, по-прежнему двигаясь с запада на восток, из Мюнхена в Киев, на завод ЖБК им. С. Ковальской, и только потом в Москву.
Завод ЖБК им. С. Ковальской хорошо заметен, выделяясь своими голубыми строениями на фоне других объектов индустриальной застройки, имеющих традиционный серый цвет. Пожалуй, этот небесно-голубой цвет очень верно симоволизирует оптимизм, позитивизм, фундаментальный опыт и безупречную репутацию Киевского завода железобетонных изделий №1, основанного в 1956 году, названного именем Светланы Ковальской, которая блестяще возглавляла завод в самые сложные времена. На протяжении десятков лет при любом политическом строе и экономическом положении государства предприятие не прекращало реализовывать свой потенциал. Сегодня это главное предприятие промышленно-строительной группы «Ковальская».
Председатель правления завода ЖБК им. С. Ковальской Головаш Валерий Поликарпович, любезно согласился выделить время из своего насыщенного рабочего графика, чтобы ответить на наши вопросы.
Кто ваши основные клиенты?Наши основные заказчики – это строительные предприятия Киева и муниципальные организации, есть крупные строительные компании. Также не стоит сбрасывать со счетов и частников, но их активность носит сезонный характер.
Мы – коммерческое предприятие, и я забочусь о прибыли, а значит, и о качестве. Мы дорожим своим именем, мы принимаем любые претензии. У нас стоит видеонаблюдение за всеми погрузками, пишутся протоколы. Если где-то прошла ошибка, можно легко найти причину, и мы всегда находим ее.
Сегодня многие могут производить, а вот оказать качественный, грамотный сервис – нет. Именно благодаря сервису мы имеем 64% рынка. И это не одно предприятие, а все четыре.
Какие изделия сегодня наиболее востребованы?В целом, конечно, спрос на нашу продукцию во время кризиса сильно упал. Однако меньше всего это падение коснулось элементов мощения. Причина тому – частный сектор, который менее зависим от мировых катаклизмов. Элементы мощения в Украине появились лет 13 назад. Этого достаточно, чтобы оценить все преимущества такого покрытия, но не достаточно, чтобы насытить рынок. Поэтому продажи элементов мощения идут хорошо.
Сейчас многие заводы начинают самостоятельно строить. Вы тоже занимаетесь строительными работами? Занимаемся. В нашем СМУ в лучшие времена было более 500 человек. В основном занимаемся монолитной застройкой.В России ожидается уже не первый год бум малоэтажного строительства. Как обстоят дела с малоэтажной застройкой на Украине?И у нас все ожидается и ожидается. Здесь проблема одна – это земля. Если бы был нормальный доступ к земле!
Ваше предприятие находится на берегу реки, это дает какие-то преимущества по транспортировке?Нет. Ситуация следующая. У бетона удельная цена слишком низкая. Перевозить товарные смеси таким образом коммерчески не выгодно и не технологично. Да, были случаи, когда возили по Днепру сваи. Поэтому была бы необходимость – и по Днепру бы повезли.
Успели вы переворужиться до кризиса?Да. Но мы и во время кризиса тоже перевооружались. Кое-какое старое оборудование заменили. А все старое полностью автоматизировали. В арматурном цехе купили новую импортную машину. Формовочное оборудование пока не меняли – слишком дорого. За исключением оборудования по производству элементов мощения.
Выбирая оборудование, мы всегда сначала рассматриваем технологию. Вот и на выставке BAUMA 2010 в Мюнхене тоже искали новые идеи.
У вас на предприятии внедрена уникальная разработка, благодаря которой на ваш компьютер в реальном времени поступает информация о всех производственных процессах на предприятии. Расскажите, пожалуйста, о ней.Это, конечно, дорогостоящая и продолжительная по времени разработка. Жизнь заставила разрабатывать все это пошагово. Это не на базе 1С. Дело в том, что в 1С все-таки акцент на бухгалтерии. Такие разработки больше подходят для торговых компаний, но не для производста, где есть масса очень специфических промышленных мероприятий, которые не описаны в 1С. Поэтому с нуля, с самых азов, мы провели всю эту разработку, которая позволяет теперь контролировать работу, можно сказать, всего предприятия. Я, сидя в своем кабинете, вижу все, что происходит на заводе.
Валерий Поликарпович развернул к нам монитор, на котором перемещались рисованные автомобили, происходили отгрузки, готовились бетонные смеси в схематично изображенных бетонных узлах. Каждый объект предприятия отражен на схеме, каждый процесс внимательно контролируется системой, выводя все показатели.
Фотографироваться Валерий Поликарпович отказался, предложив сэкономить кадры для самого завода, осматривать который отправились мы с главным инженером Александром Викторовичем Лымарем.

''Лымарь Александр Викторович, главный инженер
Вибропрессованные изделия
При нормальной укладке и эксплуатации брусчатка может служить до 30 лет. У нас на территории завода брусчатка лежит уже 12 лет, и хорошо видно, что никаких повреждений нет. Специально для клиентов мы разработали специальные буклеты, в которых подробно описали технологию укладки.
Мы производим и керамзитнобетонный блок. Его используют вместо кирпича, причем блоки выпускаются в двух вариантах: для использования в несущих элементах здания и для перегородок. Кладется он намного быстрее и удобнее; кладется на клей, а не на раствор.
Складки трибунНаше предприятие участвует в строительстве Спорткомплекса НСК «Олимпийский». Здесь мы изготавливаем складки трибун, изделие нестандартное и, в своем роде, уникальное. Формы для изготовления складок трибун произведены в Черкассах (Украина) на специализированном заводе по нашим чертежам. Все захватные приспособления на эти специфические изделия мы разрабатывали тоже сами. Изделие не только надо заформовать, необходимо понимать, как его поднять и перенести. От проектировщиков мы получили проект изделия, но не способ его перевозки и укладки.
Сроки на строительство Спорткомплекса НСК «Олимпийский», конечно сжатые, но при наличии на предприятии квалифицированного персонала и автоматизации все можно успеть. В основном всю автоматизацию на заводе мы реализовали самостоятельно.
 Ремонтно-механический цех
Ремонтно-механический цех Есть у нас свой большой ремонтно-механический цех, который производит ремонт форм, изготовляет кое-какие изделия и стандартные комплектующие к некоторому оборудованию. Выпускаем и уникальные комплектующие. Так как мы развивались и модернизировались, менялось и что-то на производстве, присоединялись новые предприятия со своим парком оборудования. И в основном наш ремонтно-механический цех обслуживал все внутренние заказы на изготовление деталей.
Здесь есть ножницы, токарное отделение, посты сборки изделий и сварки и т.д. В сварке мы сейчас перешли от ручной сварки на сварочные полуавтоматы, так как это быстрее и экологичнее. В остальном же все оборудование в ремонтно-механическом цеху старое, но надежное, проверенное и «свое дело знает».

Котельная
До ввода в эксплуатацию на предприятии собственной автономной котельной мы пользовались паром со стороны, однако в какой-то момент стоимость на тепло стала очень высокой. Поэтому мы получили разрешение и ввели в эксплуатацию свои паровые котлы. Теперь мы сами подаем именно столько пара, сколько нам нужно. Это позволяет снизить себестоимость продукции при неизменном ее качестве.

''Лидия Дмитриевна Пашина, начальник лаборатории
Лаборатория
Самое главное для бетона – это цемент. Поэтому каждая партия цемента, которая приходит на завод, обязательно испытывается. Это, конечно, сложно, но и фирмам-поставщикам с нами сложнее, потому что мы постоянно осуществляем контроль поставленной продукции. Некоторые поставщики думают, что если у нас на предприятии большие объемы производства, то можно присылать что угодно. Мы не можем этого допустить. Сейчас, например, мы строим очень серьезный проект – американское посольство, где требования к качеству строительных материалов посерьезнее, чем при строительстве Олимпийского стадиона.
Что еще немаловажно это качество добавок. Приведу такой пример. Пять лет назад мы начали работать с одной итальянской добавкой, которая в итоге дала хороший результат и по качеству, и по экономике. С этой компанией мы успешно проработали целый год. Затем поставщики поняли, что мы раскусили вкус хорошей добавки, и начали поднимать цены на свои добавки. И мы прекратили сотрудничество с этой компанией. Постоянное изучение рынка европейских добавок дало нам возможность сразу перестроиться на другого поставщика добавок в бетон. Зная о наших возможностях, некоторые наши конкуренты используют те же самые добавки, пытаясь идти по нашим следам.
Не мужская это работаЛаборатория – это не мужская работа. Если мужчина идет работать начальником лаборатории – это нонсенс. Это дико кропотливый, неблагодарный труд. Если все хорошо, то о лаборатории никто не вспоминает, а если все плохо, то все шишки сразу валятся на начальника лаборатории.
Был со мной однажды такой случай, в Киеве строился Южный вокзал и при нем церковь. Я на всю жизнь запомнила, как у меня там на стройке не схватывался бетон целых 8 часов. У нас еще были старые БСУ, где передозировалась добавка замедлителя. Причем проблемный участок находился на уровне 5-го этажа, и мне нужно было туда подняться по временным приставным лестницам. Так вот я туда забралась, а обратно слезать страшно. Еле-еле спустилась оттуда. А высоты теперь до сих пор боюсь.
СотрудничествоМы часто ездим в другие города. Посещали заводы в Москве и в Питере. Это всегда очень интересно – обмен профессиональной информацией с коллегами. Всегда узнаешь что-то новое для себя. Перед Новым годом мы ездили в Германию, а до этого и немцев приглашали к себе.
Информационная справка
Промышленно-строительная группа «Ковальская» – ряд мощных предприятий в разных сегментах строительной отрасли, которые выполняют полный объем работ: от добычи сырья и изготовления строительных материалов до строительства объектов жилищного, коммерческого и социального назначения. ООО «БЕТОН КОМПЛЕКС» специализируется на выпуске продукции общестроительного назначения: бетона и строительных смесей, изделий из арматуры, конструкций из железобетона, как серийных, так и под индивидуальные заказы. На предприятии внедрена полная автоматизация производственных процессов, действует линия для производства вибропрессованных бетонных изделий, внедрена стендовая технология производства конструктивного железобетона, работают несколько новых бетоносмесительных узлов. ООО «БЕТОН СЕРВИС» предлагает всю номенклатуру продукции под торговой маркой «Бетон от Ковальской»: товарный бетон, строительные растворы, многопустотные панели перекрытия и другие серийные товары из сферы строительства – лестничные марши, сборные железобетонные лотки, перемычки и фундаментные блоки. ООО «АВТОБУДКОМПЛЕКС-К» специализируется на автоперевозках продукции строительного назначения. Осуществляет доставки по всей территории Украины, управляет всеми транспортными активами ПСГ «Ковальская». Общий парк машин и строительной техники насчитывает свыше 300 единиц. ОАО «ОМЕЛЬЯНОВСКИЙ КАРЬЕР» - мощный производитель и эксплуатант Березовского гранитного месторождения (Житомирская обл.). Обеспечивает потребности группы «Ковальская» и других предприятий, поставляя гранитный щебень, отсев, смесь гранитную, камень бутовый. ООО «КОВАЛЬСКАЯ-ПРОЕКТ» - проектирует жилые и общественные сооружения, объекты промышленного назначения. ООО «КОВАЛЬСКАЯ-ЖИТЛОСЕРВИС» - это собственная эксплуатационная организация промышленно-строительной группы «Ковальская». Обслуживает здания, возведенные строительно-монтажным управлением группы. СТРОИТЕЛЬНО-МОНТАЖНОЕ УПРАВЛЕНИЕ ОАО «ЗЖБК им. С. КОВАЛЬСКОЙ» - собственное строительное подразделение ПСГ «Ковальская», которое входит в десятку самых крупных строительных организаций Киева и представляет новое поколение строительных компаний полного цикла. Специализируется на разработке и воплощении в жизнь проектов любого назначения и сложности с применением самых современных технологий строительства, специальной строительной техники и высококачественных материалов. ОАО «БУДИНДУСТРИЯ» – одно из крупнейших предприятий Чернигова и области, которое выпускает продукцию общестроительного назначения. Одним из приоритетных направлений развития завода является производство товарного бетона. Также предприятие в своем составе имеет 2 линии по изготовлению многополостных панелей, формовочные полигоны, арматурный цех и склады сырья.
www.gbi-magazine.ru
Журнал ЖБИ и конструкции - N2 2011
| 16 Мая 2011
 Есть огромная пропасть между поступками людей, одни из которых верят в будущие, а другие – нет. Есть два состояния у человека. И если в одном из них человек отчетливо видит самого себя завтра и послезавтра, то в другом состоянии человек живет одним днем. И все, что ни создаст человек в таком состоянии, рассыплется в прах, потому что незачем делать что-либо долговечное, если будущего нет. Но, абстрагировавшись от этих двух состояний, обратимся к фактам. Факты говорят одно – завтрашний день вопреки обоим убеждениям наступает и обнажает дела одних людей и несостоятельность других, тех, кто верил и не верил в будущее соответственно.
Есть огромная пропасть между поступками людей, одни из которых верят в будущие, а другие – нет. Есть два состояния у человека. И если в одном из них человек отчетливо видит самого себя завтра и послезавтра, то в другом состоянии человек живет одним днем. И все, что ни создаст человек в таком состоянии, рассыплется в прах, потому что незачем делать что-либо долговечное, если будущего нет. Но, абстрагировавшись от этих двух состояний, обратимся к фактам. Факты говорят одно – завтрашний день вопреки обоим убеждениям наступает и обнажает дела одних людей и несостоятельность других, тех, кто верил и не верил в будущее соответственно.
Пожалуй, есть нечто, объединяющее читателей этого журнала, – это глагол СОЗДАВАТЬ, в самом что ни на есть прямом смысле. Дела наших читателей – это значительные символы человеческой цивилизации и оплот незыблемых человеческих ценностей – это дома, города, дороги, дамбы, оросительные системы, космодромы, атомные станции… Причем при значительности такого созидания уже не важно, что именно создается – опора перекинутого через реку моста или нефтяной магистрали, сегмент взлетной полосы аэродрома, расчеты многоквартирного дома или товарный бетон для строительства современного офисного здания в центре города – последствия от недолговечности любого такого дела могут быть самые катастрофичные. Так устроена жизнь – у значительных поступков значительно все: сам поступок, энергозатраты и эффект от его свершения, обратная реакция и ответственность.
Однако не может человек что-либо делать вопреки своим убеждениям. Поэтому очень важно верить в будущее и фактам, которые говорят о том, что будущее всегда наступает.
Редакция журнала «ЖБИ и конструкции»
скачать pdf версию номера
Читайте в номере:
Репортаж/события
 ДСК-2. Очаковский завод ЖБКМногие из миллионов квадратных метров жилья, построенного за годы существования группы компаний «ПИК» и ставшего, в свою очередь, поводом для новоселья тысяч российских семей, берут свое начало здесь, на ОАО «ДСК-2», входящем в ГК «ПИК». Очаковский завод железобетонных конструкций является основным структурным подразделением ОАО «ДСК-2».Подробнее > > >
ДСК-2. Очаковский завод ЖБКМногие из миллионов квадратных метров жилья, построенного за годы существования группы компаний «ПИК» и ставшего, в свою очередь, поводом для новоселья тысяч российских семей, берут свое начало здесь, на ОАО «ДСК-2», входящем в ГК «ПИК». Очаковский завод железобетонных конструкций является основным структурным подразделением ОАО «ДСК-2».Подробнее > > >
 Модернизация завода ЖБИ-6: от производства отдельных железобетонных изделий дополной комплектации домов16 марта 2011 года состоялось торжественное открытие нового формовочного цеха Завода ЖБИ-6.Подробнее > > >
Модернизация завода ЖБИ-6: от производства отдельных железобетонных изделий дополной комплектации домов16 марта 2011 года состоялось торжественное открытие нового формовочного цеха Завода ЖБИ-6.Подробнее > > >
 Владимир Путин посетил Завод ЖБИ-625 апреля 2011 года, на Заводе ЖБИ-6 (предприятие группы ЛСР) Председатель Правительства РФ Владимир Путин провел совещание «О мерах по развитию строительного комплекса в Российской Федерации». Подробнее > > >
Владимир Путин посетил Завод ЖБИ-625 апреля 2011 года, на Заводе ЖБИ-6 (предприятие группы ЛСР) Председатель Правительства РФ Владимир Путин провел совещание «О мерах по развитию строительного комплекса в Российской Федерации». Подробнее > > >
 Дни бетона в МосквеКонференция «Дни бетона в Москве», прошедшая с 15 по 17 февраля, состоялась в столице впервые. Мероприятие стало площадкой для обсуждения актуальных вопросов отечественной бетонной индустрии, связанных с производством и строительством бетона и железобетона.Подробнее > > >
Дни бетона в МосквеКонференция «Дни бетона в Москве», прошедшая с 15 по 17 февраля, состоялась в столице впервые. Мероприятие стало площадкой для обсуждения актуальных вопросов отечественной бетонной индустрии, связанных с производством и строительством бетона и железобетона.Подробнее > > >
 Цемент – аналитика и прогнозы. Семинар RuCEM.RUЭтой весной в Москве говорили о цементе на семинаре «Рынок цемента – индикатор рынка строительных материалов». Событие проходило 29 марта и было организовано силами команды профессионалов из города Вольск Саратовской области.Подробнее > > >
Цемент – аналитика и прогнозы. Семинар RuCEM.RUЭтой весной в Москве говорили о цементе на семинаре «Рынок цемента – индикатор рынка строительных материалов». Событие проходило 29 марта и было организовано силами команды профессионалов из города Вольск Саратовской области.Подробнее > > >
оборудование и технологии
 Беларусь продолжает инвестировать в будущее – при помощи двух новых производственных линий фирмы Ebawe КУП «Брестжилстрой» построит в будущем новые жилые комплексыВ Республике Беларусь продолжается модернизация заводов по изготовлению бетонных конструкций. Одним из ведущих предприятий белорусской строительной промышленности является фирма КУП «Брестжилстрой», расположенная в Бресте. Подробнее > > >
Беларусь продолжает инвестировать в будущее – при помощи двух новых производственных линий фирмы Ebawe КУП «Брестжилстрой» построит в будущем новые жилые комплексыВ Республике Беларусь продолжается модернизация заводов по изготовлению бетонных конструкций. Одним из ведущих предприятий белорусской строительной промышленности является фирма КУП «Брестжилстрой», расположенная в Бресте. Подробнее > > >
 Первый мобильный завод железобетонных изделий от компании weiler по производству пустотных плит и стеновых панелей запущен в эксплутацию в Оксаке, МексикаРазработанная по индивидуальному техническому заданию заказчика GRUPO GOF, эта концепция мобильного завода кардинально переориентирует местный рынок путем внедрения важных стратегических предложений для развития в условиях жестких рынков. Подробнее > > >
Первый мобильный завод железобетонных изделий от компании weiler по производству пустотных плит и стеновых панелей запущен в эксплутацию в Оксаке, МексикаРазработанная по индивидуальному техническому заданию заказчика GRUPO GOF, эта концепция мобильного завода кардинально переориентирует местный рынок путем внедрения важных стратегических предложений для развития в условиях жестких рынков. Подробнее > > >
 Обзор производителей оборудования для изготовления сварной сетки. Часть 2Продолжение обзорной статьи о компаниях-производителях сеточного оборудования, опубликованной в журнале «ЖБИ и конструкции» (№1-2011).Подробнее > > >
Обзор производителей оборудования для изготовления сварной сетки. Часть 2Продолжение обзорной статьи о компаниях-производителях сеточного оборудования, опубликованной в журнале «ЖБИ и конструкции» (№1-2011).Подробнее > > >
 Универсальные опалубочные системы для производства дверных и оконных проемов со сложной геометриейС начала 2010 года Гомельский домостроительный комбинат, расположенный во втором по величине городе Беларуси, выпускает высококачественные изделия из сборного железобетона с помощью новой линии циркуляции поддонов Weckenmann.Подробнее > > >
Универсальные опалубочные системы для производства дверных и оконных проемов со сложной геометриейС начала 2010 года Гомельский домостроительный комбинат, расположенный во втором по величине городе Беларуси, выпускает высококачественные изделия из сборного железобетона с помощью новой линии циркуляции поддонов Weckenmann.Подробнее > > >
 TitanCSM - измерение электронной силы и гидратизации бетона25 лет назад компания «Hydronix» первой начала применение микроволновых датчиков влажности в бетонной промышленности. В течение последних пяти лет была изобретена и получила развитие новая революционная технология электронного измерения твердеющего бетона. ПотенПодробнее > > >
TitanCSM - измерение электронной силы и гидратизации бетона25 лет назад компания «Hydronix» первой начала применение микроволновых датчиков влажности в бетонной промышленности. В течение последних пяти лет была изобретена и получила развитие новая революционная технология электронного измерения твердеющего бетона. ПотенПодробнее > > >
 Проблемы обеспечения качества производства монолитного бетона на современных бетоносмесительных установкахВ статье рассматривается состояние фонда оборудования бетоносмесительных узлов Москвы и области, указаны существующие проблемы обеспечения качества выпускаемого товарного бетона. Описываются проблемы квалификации инженерно-технического персонала.Подробнее > > >
Проблемы обеспечения качества производства монолитного бетона на современных бетоносмесительных установкахВ статье рассматривается состояние фонда оборудования бетоносмесительных узлов Москвы и области, указаны существующие проблемы обеспечения качества выпускаемого товарного бетона. Описываются проблемы квалификации инженерно-технического персонала.Подробнее > > >
 Это не только мода! Качество made in Italy даже в безопалубочном строительном секторе!С одной стороны, Италия страна моды на международном уровне, с другой стороны в Италии существуют давние традиции в области сборного железобетона и ЖБИ конструкций. «Нордимпьянти» с 1970 года один из важнейших поставщиков линий и установок для производства преднапряженных и сборных изделий.Подробнее > > >
Это не только мода! Качество made in Italy даже в безопалубочном строительном секторе!С одной стороны, Италия страна моды на международном уровне, с другой стороны в Италии существуют давние традиции в области сборного железобетона и ЖБИ конструкций. «Нордимпьянти» с 1970 года один из важнейших поставщиков линий и установок для производства преднапряженных и сборных изделий.Подробнее > > >
проектирование
 Индустриализация проектирования в строительстве сборных конструкций из железобетона и напряженного железобетонаВ статье рассматривается внедрение 3D-проектирования с автоматическим созданием сложных чертежей изделий в область строительства сборных конструкций из железобетона и предварительно напряженного железобетона.Подробнее > > >
Индустриализация проектирования в строительстве сборных конструкций из железобетона и напряженного железобетонаВ статье рассматривается внедрение 3D-проектирования с автоматическим созданием сложных чертежей изделий в область строительства сборных конструкций из железобетона и предварительно напряженного железобетона.Подробнее > > >
 Высотное здание «Tour Oxygène» вдыхает новую жизнь в деловой центр города ЛионВнушительный строительный проект Tour Oxygène предназначен для придания Лиону международного характера Завершение башни в форме трилистника будет подсвечиваться в темное время суток, превращая ее в своего рода маяк в пространстве города Подробнее > > >
Высотное здание «Tour Oxygène» вдыхает новую жизнь в деловой центр города ЛионВнушительный строительный проект Tour Oxygène предназначен для придания Лиону международного характера Завершение башни в форме трилистника будет подсвечиваться в темное время суток, превращая ее в своего рода маяк в пространстве города Подробнее > > >
изделия и конструкции
 Многоэтажное домостроение хорошо забытое старое с современнымКризис заставил всех застройщиков и подрядчиков задуматься о стоимости строительства. Каждый пошел своим путем. Кто-то по максимуму «отжал» текущих подрядчиков, другие оптимизировали затраты на собственный персонал, третьи внедряли процедуры тендеров и системы управления, учета и контроля, четвертые упрощали проектные решения.Подробнее > > >
Многоэтажное домостроение хорошо забытое старое с современнымКризис заставил всех застройщиков и подрядчиков задуматься о стоимости строительства. Каждый пошел своим путем. Кто-то по максимуму «отжал» текущих подрядчиков, другие оптимизировали затраты на собственный персонал, третьи внедряли процедуры тендеров и системы управления, учета и контроля, четвертые упрощали проектные решения.Подробнее > > >
 Энергоэфективные железобетонные панели с теплоизоляционным слоем ПЕНОПЛЭКѮ последнее время вопрос экономически обоснованного, энергосберегающего и качественного строительства становится все острее. В условиях повсеместного роста тарифов на электроэнергию фактор энергосбережения выходит на первый план, особенно в свете принятия ФЗ-261 «Об энергосбережении и о повышении энергетической эффективности».Подробнее > > >
Энергоэфективные железобетонные панели с теплоизоляционным слоем ПЕНОПЛЭКѮ последнее время вопрос экономически обоснованного, энергосберегающего и качественного строительства становится все острее. В условиях повсеместного роста тарифов на электроэнергию фактор энергосбережения выходит на первый план, особенно в свете принятия ФЗ-261 «Об энергосбережении и о повышении энергетической эффективности».Подробнее > > >
материалы

Влияние переодического воздействия знакопеременных температур на структуру цеметного камня и эксплуатационные свойства высокопрочного бетона для транстпортных сооруженийВ статье рассматривается влияние знакопеременных температур на параметры физико-механических свойств и структуры высокопрочных бетонов.Подробнее > > >
нормативные документы
 Новое в требованиях к арматуре железобетонных конструкций актуализированных редакций норм проектированияВ настоящее время в рамках программы Минрегионразвития из печати выходят актуализированные редакции ряда глав Строительных норм и правилПодробнее > > >
Новое в требованиях к арматуре железобетонных конструкций актуализированных редакций норм проектированияВ настоящее время в рамках программы Минрегионразвития из печати выходят актуализированные редакции ряда глав Строительных норм и правилПодробнее > > >
www.gbi-magazine.ru
Журнал ЖБИ и конструкции - Завод ЖБИ-6. Москва
Пожалуй, есть определенный смысл, а точнее сказать, жизненная необходимость, в серьезных преобразованиях российских предприятий. Это понятно каждому. Также абсолютно ясно, что необходимость в техническом переоснащении заводов – это только верхушка айсберга остро стоящей сегодня проблематики, первопричина которой, конечно, не в колоссальном отставании промышленного комплекса строительной индустрии, то есть не только в этом. Пожалуй, это целый клубок взаимосвязанных между собой вопросов, относящихся как к технологическому уровню современных российских предприятий, так и к вопросам строительных нормативов, юридических алгоритмов, земельного рынка, а также управленческих, кадровых и организационных моментов.
 Амбициозный клич «К модернизации!», брошенный правительством России в адрес российских предприятий, сегодня находит свой отклик и в отдельных предприятиях строительной индустрии, на которых, вопреки серьезному противостоянию не решенных в строительстве вопросов, происходит нечто, попадающее под определение «модернизация производства». И это не сказка, это не стечение случайных обстоятельств – это результат деятельности конкретной команды людей, полностью осознающих существующие сегодня в отрасли сложности и отдающих себе отчет в присутствующих на рынке рисках, но, не смотря на это, делающих смелый ход в авангарде строительной индустрии.
Амбициозный клич «К модернизации!», брошенный правительством России в адрес российских предприятий, сегодня находит свой отклик и в отдельных предприятиях строительной индустрии, на которых, вопреки серьезному противостоянию не решенных в строительстве вопросов, происходит нечто, попадающее под определение «модернизация производства». И это не сказка, это не стечение случайных обстоятельств – это результат деятельности конкретной команды людей, полностью осознающих существующие сегодня в отрасли сложности и отдающих себе отчет в присутствующих на рынке рисках, но, не смотря на это, делающих смелый ход в авангарде строительной индустрии.
В этом году завод ЖБИ-6 отмечает 55-летний юбилей своей деятельности. История завода – это извилистый путь от предприятия с ограниченной номенклатурой изделий к суперсовременному производству, которое сделало завод одним из лидеров по выпуску железобетонных изделий в Москве.
Новая жизнь завода началась в 2006 году, когда завод вошел в состав группы ЛСР. С этого момента предприятие приступило к реализации масштабного проекта по модернизации производственно-технической базы.
Завод выбрал циркуляционную линию производства элементов в горизонтальном положении. Это новая капиталоемкая технология, сопоставимая по производительности с кассетным производством. Она легко переналаживается и позволяет выпускать широкий спектр изделий, в том числе многослойные плиты и плиты с декоративными поверхностями. Благодаря применению новых технологий и максимальной автоматизации процесса производства для обслуживания линии требуется всего двенадцать человек. Выпуск изделий показал, что использование немецкого оборудования обеспечивает более высокое качество поверхностей плит.
Осуществленные мероприятия позволили заводу работать по принципу домостроительного комбината, то есть обеспечивать полную комплектацию зданий железобетонными изделиями. В этот же период приоритетным направлением деятельности завода стала комплектация жилых зданий. Завод разработал и освоил выпуск собственной эксклюзивной серии домов «Евро’Па». Расшифрорывается название как «Европейская панель». Серия была выведена на столичный рынок в сентябре 2009 года, а уже сегодня в подмосковной Балашихе выросли первые многосекционные европейские дома. Этот микрорайон для военнослужащих строится по заказу Министерства обороны России. Около 140 000 м2 жилья в нем будет представлено домами серии «Евро’Па». Главным конкурентным преимуществом серии является отсутствие межпанельных швов на фасадах зданий и возможность закрепить на них самые разные элементы декора.
В текущем году завод ЖБИ-6 заключил еще один контракт с немецкой компанией Vollert-WECKENMANN на поставку и монтаж новой линии оборудования. Стоимость контракта, включая поставку оборудования, его монтаж и ввод в эксплуатацию, составляет 2 миллиона 242 тысячи евро. Проектная мощность нового оборудования - 38 тысяч кубических метров ЖБИ в год. Основное назначение новой линии — производство сплошных плит перекрытий различных размеров для комплектации панельных домов.
Модернизация
«Модернизация у нас началась сразу после покупки завода группой компаний ЛСР и набрала полный ход в 2007 году. За это время мы расширили склад готовой продукции, ввели в эксплуатацию неработающий цех, закупив новое оборудование, поменяли бетоносмесители, докупили автотранспорт. Реорганизация была проведена довольно масштабная, направленная на то, чтобы завод перестал поставлять отдельные железобетонные изделия и начал комплектовать готовые дома. Такова сегодня потребность строительного рынка, которую мы должны понимать и которой должны соответствовать.
Модернизация производства завода ЖБИ-6 продиктована высоким спросом на главные продукты предприятия — серию жилых зданий «Евро’Па», а также малоэтажные дома «ЕВРО». В 2010 году группа ЛСР активно входила в инвестиционные проекты в Московском регионе. В ближайшее время нам предстоит построить сразу несколько малоэтажных и многоэтажных жилых микрорайонов в Подмосковье. Это обусловливает высокую загрузку существующих мощностей. Кроме того, в пользу усовершенствования производства говорит и востребованность «Евро’П» со стороны внешних заказчиков.
Самое главное, что нам дала модернизация – это то, что мы можем укомплектовать весь дом, начиная от внутренних стен, перекрытий и до наружных стен. В том числе завод производит и сваи, есть на заводе и нулевой цикл. И главная задача преобразований на заводе – представить готовый дом как конечный продукт – многоэтажный или малоэтажный, – можно уверенно сказать, что выполнена. Философия нашего предприятия – регулярная модернизация производства с учетом изменяющихся потребностей строительного рынка.
Своих строителей у нас нет. Но сегодня рынок переполнен предложениями от строительных компаний, которые мы и нанимаем по мере необходимости через проведение тендера. В такой стратегии есть, конечно, свои преимущества и недостатки. Недостатки, прежде всего, связаны с организацонными вопросами, потому что очень тяжело синхронизировать производство, строительство, сдачу и продажу. Преимущество состоит в том, что каждый раз можно выбирать наиболее подходящую строительную компанию под конкретный проект.
У нас есть свое подразделение девелоперов, то есть конечное звено, которое выходит на конечных потребителей и продает квартиры. Проектное бюро с завода переместилось в девелоперы. Эти шаги были сделаны для большей ориентации на рынок, а не на серию домов.
В целом можно отметить, что на рынке на сегодняшний день сложились все предпосылки создания новых предприятий. Но выбор пути их создания – посредством строительства абсолютно новых заводов на неиспользовавшихся ранее территориях, либо на базе мощностей предприятий советских времен – будет, однозначно, определяться индивидуально для каждого конкретного случая. В том числе с учётом географического фактора – предприятия будут создаваться, прежде всего, по принципу близости к конечным потребителям.
В своей практике в Москве мы пришли к пониманию, что аренда существующих предприятий и рациональное использование простаивающих мощностей куда более эффективно, чем строительство «с нуля» абсолютно нового предприятия. Наша компания сегодня рассматривает возможность аренды новых производственных площадок для последующей модернизации производственных линий, и мы открыты для новых предложений и сотрудничества».
Оборудование и технологии
«При выборе поставщика оборудования мы, прежде всего, обращали внимание на сроки поставки оборудования, технические решения, стоимость оборудования и качество производимой на нем продукции, а также на уже сложившуюся практику деловых отношений. Оборудование немецкой компании WECKENMANN уже поставлялось на несколько наших предприятий и подходило нам по всем параметрам.
С компанией WECKENMANN у нас уже давняя история взаимоотношений, и мы хорошо знакомы с качеством работы этой компании. Хотя первое оборудование, которое мы покупали у немцев, выбирали очень долго. Процесс занял у нас полтора года. Мы посещали тематические выставки, анализировали предложения от порядка десяти производителей оборудования из Финляндии, Германии и Италии. Рассматривали самые различные технологии: столы, кассетные установки. И в результате остановились на карусельной линии, поскольку она позволяет более гибко организовывать производство и дает больше возможностей. Хотя нужно заметить, что в организации производства карусельная, или циркуляционная, линия гораздо сложнее других.
Кассетная технология по производительности сопоставима с карусельной. Если говорить о проектной мощности, то циркуляционная технология также уступает кассетной. Кассета – это советское изобретение. Но ни один российский  завод не смог добиться больше одного съема в сутки на кассетных линиях. Чемпионом был Гатчинский ДСК. В кассетной технологии есть определенные сложности с качеством поверхности, на которой образуются поры. Циркуляционная технология хороша тем, что при сложном армировании не нужно менять цикл и не нужно менять арматурное производство, как этого требует кассетная технология. С циркуляционной линией всегда есть возможность двигаться в модернизации производства поэтапно. Например, у себя на производстве мы поставили новое формовочное оборудование, а арматурный цех оставили старым, однако потом модернизируем и его.
завод не смог добиться больше одного съема в сутки на кассетных линиях. Чемпионом был Гатчинский ДСК. В кассетной технологии есть определенные сложности с качеством поверхности, на которой образуются поры. Циркуляционная технология хороша тем, что при сложном армировании не нужно менять цикл и не нужно менять арматурное производство, как этого требует кассетная технология. С циркуляционной линией всегда есть возможность двигаться в модернизации производства поэтапно. Например, у себя на производстве мы поставили новое формовочное оборудование, а арматурный цех оставили старым, однако потом модернизируем и его.
Вторая производственная линия будет установлена взамен устаревшего оборудования по выпуску непрофильной для предприятия на сегодня продукции. Таким образом, проектная мощность завода сохраняется, но будет значительно изменен качественный состав производимых изделий. Это позволит нам на 20% увеличить выпуск конкурентоспособной продукции — изделий серии «Евро’Па» и комплектовать до 240 000 м2 жилья в год. Гибкость приобретаемого оборудования позволит предприятию производить продукцию любой сложности, а быстрая переналадка форм обеспечит выпуск изделий, пригодных для монтажа just-in-time. Поэтому каждый заказчик завода может быть уверен в высокой скорости строительства объекта.
Раньше наш завод никогда не делал внутренние стены. Теперь мы их делаем, и очень качественно. Это абсолютно гладкие стены, без пор, которыми мы готовы укомплектовать целый дом.

Наше оборудование позволяет нам делать различные серии домов, но мы акцентируем внимание на домах серии «Евро’Па», поскольку видим в них большую перспективу. Это очень вариативная серия — хотите круглые окна, можно сделать любую планировку.
Завод ЖБИ-6 при решении тех или иных задач регулярно обращается за помощью к коллегам, занимающимся научно-исследовательскими разработками. С их помощью мы, например, экспериментируем с сырьем: рассматриваем возможность работы на пескобетоне, подбираем составы на высокомарочных цементах, пытаемся использовать композитные материалы. Специалисты в этой области есть, но вот эффективность сотрудничества с ними снижается из-за относительно низкого качества поставляемых материалов. То есть испытания в НИИ проводятся на идеальном сырье, сырье высокого качества. В реальности качество предлагаемого сырья оставляет желать лучшего».
Проекты
«Группа ЛСР обладает патентом на производство бесшовных фасадов. По этой технологии строим мы в Москве, строит ПО «Баррикада» в Санкт Петербурге и по этой технологии строит завод ЖБИ «БЕТФОР» в Екатеринбурге, который работает на оборудовании EBAWE. То есть эта технология не зависит от марки производителя оборудования. Оборудование у всех стоит разное.
 Бесшовная технология отделки фасадов не только придает дому эстетичный, привлекательный вид, не увеличивая при этом стоимость квадратного метра, но и предусматривает внешнее утепление фасада, что позволяет ликвидировать свойственные для панельного домостроения протечки и промерзания стыков наружных стен. В «теплом фасаде» на поверхность утеплителя наносится тонкослойная, в четыре миллиметра штукатурка, которая позволяет фасадам дышать, дом становится еще более теплым, все швы закрываются, и даже профессионалу трудно будет определить, что дом построен из железобетонных изделий. Вопреки сложившемуся стереотипу о том, что окраска панельных домов и окрашенная штукатурная отделка кирпичных домов быстро смываются дождями и строения теряют презентабельный вид, применяемая в серии «Евро’Па» штукатурка окрашивается в массе (то есть полностью), поэтому фасад и через десять лет не потеряет своего вида. Это проверенно на практике ― первый дом, построенный по технологии «теплый фасад» предприятием группы ЛСР в Санкт-Петербурге, был сдан в конце девяностых годов. Прошло уже более десяти лет, а здание ни разу не подвергалось окраске и ремонту фасада, а по внешним характеристикам ничем не уступает соседнему, недавно построенному.
Бесшовная технология отделки фасадов не только придает дому эстетичный, привлекательный вид, не увеличивая при этом стоимость квадратного метра, но и предусматривает внешнее утепление фасада, что позволяет ликвидировать свойственные для панельного домостроения протечки и промерзания стыков наружных стен. В «теплом фасаде» на поверхность утеплителя наносится тонкослойная, в четыре миллиметра штукатурка, которая позволяет фасадам дышать, дом становится еще более теплым, все швы закрываются, и даже профессионалу трудно будет определить, что дом построен из железобетонных изделий. Вопреки сложившемуся стереотипу о том, что окраска панельных домов и окрашенная штукатурная отделка кирпичных домов быстро смываются дождями и строения теряют презентабельный вид, применяемая в серии «Евро’Па» штукатурка окрашивается в массе (то есть полностью), поэтому фасад и через десять лет не потеряет своего вида. Это проверенно на практике ― первый дом, построенный по технологии «теплый фасад» предприятием группы ЛСР в Санкт-Петербурге, был сдан в конце девяностых годов. Прошло уже более десяти лет, а здание ни разу не подвергалось окраске и ремонту фасада, а по внешним характеристикам ничем не уступает соседнему, недавно построенному.
Сегодня мы поставляем свою продукцию одновременно на строительные площадки трех проектов: семнадцати-этажные дома в Балашихе для Министерства обороны, двух- и трех-этажные дома в Сакраменто, и третий проект находится в поселке Новое Нахабино, деревня Черная. Сейчас там строятся малоэтажные дома, а также готовится большой многоэтажный проект. Сегодня мы уже заканчиваем комплектовать материалами строительные площадки в Северном Медведкове, где строительство уже подходит к концу.
Таким образом, на сегодняшний день мы занимаем два сегмента – строим многоэтажные и малоэтажные дома. В большом сегменте у нас своя ниша, мы строим более дорогое, но более качественное жилье. Наши квартиры улучшенной планировки и повышенного комфорта. Это не бизнес-класс, но класс-комфорт. Масштабы наши меньше домостроительных комбинатов. Любой ДСК составляет нам конкуренцию.
В малоэтажном строительстве есть конкуренция по строительным материалам. Железобетон никогда не будет самым дешевым вариантом, но всегда будет самым быстрым по возведению. Тот, кто умеет оценивать время, тот оценит и наши преимущества. Прошли те времена, когда норма прибыли в строительстве была сверхвысокая. Сегодня приходится считать и думать».
Рынок
«Мощный сдерживающий фактор на пути создания современного разнообразного жилья на основе эффективных инновационных технологий, на мой взгляд, – это дефицит проектных организаций, готовых работать со всем спектром продукции железобетонных заводов. Важнейшим условием модернизации сектора индустриального домостроения становится преодоление инертности проектных организаций. Ведь на практике только предусмотренные в проектах зданий технологии производства могут быть внедрены в дальнейшем в строительстве. До сих пор, как ни странно, большинство проектных бюро не готово дать достойный ответ внедряющимся в индустриальное производство новым технологиям: опытные проектировщики привычно продолжают работать по стандартным проектам и только в однажды освоенном ими сегменте, а молодые специалисты зачастую не готовы предложить яркие и эффективные альтернативные архитектурные решения».
Малоэтажное строительство

«У малоэтажного рынка в России есть определенная специфика. Он весь локализован вокруг Москвы и Санкт-Петербурга. А в областях уже такого нет. Там нет необходимого количества дорог, там нечего делать, и люди не хотят там жить. Целые деревни стоят пустые. Какой смысл там строить?!
Вот Новоступино – это уже не просто проект. Он с того и начался, что задумались: «А что в Новоступине люди будут делать?» И тогда заключили контракт с крупнейшими зарубежными компаниями для создания инфраструктуры и рабочих мест. Но опять же – это Московская область. Москва разрастается и разрастается. Так она дойдет до Санкт-Петербурга. Зачем концентрировать все вокруг Москвы?
Пока не будет четкой системы освоения всей территории, малоэтажное строительство само по себе не будет развиваться. Если застроить одну только Московскую область малоэтажкой, то мы получим пробку не только в Москве, но и в области. С чего, например, начали осваивать Дальний Восток? Сначала протянули туда железную дорогу.
Линия
«Габариты первой линии: 24 х 120 метров. Это циркуляционная линия кругового обращения. На ней 50 полетт, размером 3,5 х 7,5 метра. Линия производит внутренние стены толщиной 160 миллиметров. Наружные же стены делают в другом пролете, с утеплителем трехслойные или обычные, толщиной 120 миллиметров.
На одном из пролеттов производятся плиты перекрытия на полетах шириной 3,8 метра. Данная продукция не пустотная, а сплошная. Пустотная продукция производится в соседнем пролете.
На производстве сегодня работает двенадцать человек в две смены. Арматурный же цех работает в одну смену, где на шести постах вяжутся каркасы.
Удобство нашей линии в мобильности. Мы не привязаны к бортоснастке, как раньше. Тогда для того, чтобы выставить плиту, нужны были сутки, а то и более. Необходимо было сварить под новое изделие опалубочную форму. Сейчас мы используем магнитные борта, для выставления которых требуется не более 15 минут».
Установка магнитной опалубки и формовка
«Все полетты имеют порядковый номер. На рабочем месте № 1 на полетту водоэмульсионной краской, которая не оставляет следов на изделиях, наносится контур, в соответствии с чертежом. Затем полетты поступают на рабочие места № 2 и № 3. Здесь с помощью крана происходит установка магнитной опалубки. Рабочие выставляют магнитные борта по тому контуру, который нанесла машина, тем самым выставляя габариты изделия. Если присутствуют оконные или дверные рамы, их также устанавливают на этом этапе с помощью магнитов компании Ratec. Затем происходит процесс сборки и армирования каркаса. Форма фиксируется с помощью немецкой клеевой установки, обеспечивая фиксацию, чтобы в процессе уплотнения бетонных смесей не было смещений. Готовый каркас проходит выборочный контроль службы ОТК, и изделие поступает на пост формовки. Оператор делает заказ на определенную марку бетона для каждого изделия. Отформованное изделие поступает в камеру сушки».
Камера сушки
«У нас не полностью автоматическая линия. Автомат – только лифт подъемника. Изделие направляется на предварительную сушку по кратчайшему пути, на ближайшее свободное место.
Оператору линии нет необходимости находиться постоянно на центральном пульте управления. Он выставляет временные интервалы для каждой плиты, создает очередь, какой плите когда выходить, на все 8 часов. На сегодняшний момент первая стадия сушки – это 3 часа, за которые происходит схватывание верхней зоны. Затем изделие в автоматическом режиме поступает на пост шлифовки».
Шлифовка
«Если мы производим перекрытия, то процесс шлифовки этой же линии не задействуем. Если речь идет о внутренней стене, то лицевая поверхность нас удовлетворяет, так как изделие формуется на металлическом поддоне. Верхнюю часть нам приходится шлифовать. На линии предусмотрено шесть постов шлифовки».
«В поставке оборудования для завода ЖБИ-6 я участвовал с самого начала. Линия так просто не продается, необходимо множество согласований, поэтому от начала и до ввода в эксплуатацию линии я отслеживал этот проект со стороны компании-поставщика».
Сроки
«Срок поставки оборудования зависит от того, насколько загружен производитель, в данном случае компания WECKENMANN. От подписания контракта до поставки оборудования на завод ЖБИ-6 прошло двенадцать месяцев. Ввод в эксплуатацию занял порядка 1,5-2 месяцев. Система вся отработана, немцы работают по предварительному плану проведения монтажа, согласуют с заводом, порядок действий знают».
Запасные части
«По опыту нашей работы, такая линия и другие, которые мы поставили на территории бывших республик, это металлоемкое оборудование, к которому запчасти требуются редко. Из строя выходят в основном мелкие электронные части, но они поставляются очень быстро.
С поставкой предлагается пакет всех необходимых запчастей, которые могут выйти из строя, исходя из практики. Они хранятся здесь, на заводах. ЖБИ-6 платит сразу за всю линию и пакет запчастей, которые, по мнению производителя, необходимо иметь в запасе».
Объективные трудности
«В России привыкли к старым линиям советских времен. Переход на новые технологии всегда сложен. Люди незнакомы с оборудованием, их нужно убедить в том, что приобретение нового оборудования принесет им плюсы. Потом, когда люди уже начинают работать на этих линиях, они видят эти плюсы. То есть это предпродажные трудности.
При поставке наших линий на любой завод есть определенный период времени приработки. Несмотря на подготовленный персонал, который ранее работал на отечественных линиях, все равно требуется время приработки к новому оборудованию. Возникают неизбежные трудности в работе, и здесь немецкая сторона и мы оказываем всестороннюю поддержку».
Тестирование и освоение
«Перед отправкой заказчику оборудование тестируется производителем. Но такую линию, как на заводе ЖБИ-6, невозможно собрать на заводе производителя, она собирается здесь. Сюрпризов никаких нет, таких линий произведено довольно много, и нет сомнений, что и здесь линия будет хорошо работать. Сложности возникают только с тем, что люди никогда ни этих линиях не работали и не имеют опыта. Мы говорим, что для обслуживания этой линии требуется двенадцать человек, и она будет выдавать определенное количество продукции. На начальном этапе достичь этого невозможно, потому что опыта нет, после освоения линии все идет по плану».
Конкуренция
«Конкуренция присутствует всегда. Основные наши конкуренты – это ряд немецких компаний, а также итальянцы и финны. Нас выбрали, вероятно, потому что мы уже успешно реализовали ряд проектов в России и Белоруссии. То есть мы можем показать результаты своей работы не только на Западе, но и непосредственно здесь. То, что все работает на наших бетонах, на наших смесях – это очень важно именно для российского рынка. Референт–лист помог нам выиграть тендер на поставку оборудования на завод ЖБИ-6.
Референция – это очень важно. Но помимо референции есть личные качества господина Weckenmann, его харизма и обязательность. Это сыграло свою роль. Партнер должен быть надежным, обязательным, в первую очередь. Там, где были реализованы наши проекты, об этом говорилось. Хотя стоимость оборудования у нас и у наших конкурентов примерно одинаковая».
Модернизация
«Я много езжу по заводам и вижу старое советское оборудование, которое требует замены, на котором вперед не двинешься. Сейчас на правительственном уровне принят ряд программ переселения из ветхого жилья, обеспечения жильем военнослужащих, программа «Доступное жилье». Строительство идет большими темпами. На старом оборудовании этого не достичь.
Модернизация заводов коснулась в основном европейской части страны. Основная масса российских заводов оснащена отечественным, слаботехнологичным оборудованием».
Потенциальные клиенты
«Мы работаем во всех странах СНГ. Проекты компании WECKENMANN успешно реализованы именно в России и в Белоруссии. Украина и Казахстан отстают. Там сейсмоактивные зоны, преобладает монолит, малоэтажное домостроение. А в Белоруссии и России еще с советских времен популярно панельное строение.
В качестве наших потенциальных клиентов мы рассматриваем все домостроительные комбинаты. Их очень много осталось с советских времен. Все ДСК и предприятия крупнопанельного домостроения, которые на сегодняшний день живы – наши потенциальные клиенты».
Завод в чистом поле
«Мы можем построить завод в чистом поле, и у нас есть такие заказы из России. Раньше было принято, что завод – это огромные территории, большие цеха, это куча проблем с отоплением и рабочими. Немцы идут по другому пути. Они стараются все сделать на минимальной территории, компактно, с максимальной автоматизацией. Мы работаем над рядом таких проектов.
Есть свои проблемы. Допустим, обращается заказчик, хочет в чистом поле построить завод, и чтобы все согласования провела немецкая сторона. Мы за это не беремся. Это очень сложно – масса кабинетов, порогов. Немцы этим не владеют до конца, с неохотой берутся и чаще отказываются от таких предложений. Очень большая головная боль. Российским инжиниринговым компаниям при планировании завода проще работать, зная все подводные камни в России».
Новая линия
«В линии на заводе ЖБИ- 6 есть оборудование и компании Vollert, и компании WECKENMANN. WECKENMANN делает упор на бетоноукладку, магнитную опалубку, формовочные поддоны, устройства чистки, смазки, запасные заглаживатели поверхностей. Что касается перемещения всех поддонов по линии – это зона ответственности компании Vollert. А также это камеры сушки, системы автоматизации. По ассортименту компании не пересекаются, скорее дополняют друг друга. Оборудование по подготовке бетонной смеси уже было на заводе. Мы поставляем только формовочную линию, бетоносмесительные узлы мы не производим.
Главным достоинством линии станет возможность выпуска изделий с увеличенными габаритами, благодаря чему полы и потолки в квартирах будут сплошными, без стыков. Сегодня это редкость на рынке панельного жилья в Москве.
Сейчас на заводе ЖБИ-6 идет монтаж новой линии. Принцип монтажа очень простой – поставка осуществляется поэтапно, по очередности монтажа. Изначально заказчиком готовится фундамент согласно чертежам и требованиям, которые предоставляются поставщиком оборудования. В наших требованиях расписано, какие должны быть каналы, где должен быть осуществлен подвод электроэнергии и прочее. Все описано очень подробно. После этого осуществляется поэтапная поставка оборудования. Приезжает немецкий специалист. Первый этап – это стеллаж для камеры сушки».
Серия «Евро’Па»
Серия «Евро’Па» представлена на московском рынке с 2009 года. Проектные решения и технологии, которые легли в основу серии, разработаны домостроительными комбинатами группы ЛСР и в течение многих лет используются предприятиями холдинга в Санкт-Петербурге.
Основные преимущества серии для конечных потребителей:
1. Оптимальное соотношение цена–качество.
2. Дополнительная шумо- и теплоизоляция за счет использования технологии «теплый фасад».
3. Высокие потолки.
4. Просторные кухни и прихожие.
5. Удачное зонирование: отсутствие проходных комнат, возможность объединения гостиной и кухни, отсутствие «нерабочих» стен, наличие в каждой квартире комнаты с двумя окнами.
6. Квартиры серии могут сдаваться с полной внутренней отделкой.
7. Невысокая стоимость квадратного метра в построенном доме.
С 2009 года завод ЖБИ-6 эксклюзивно производит дома серии «Евро’Па». Завод работает по принципу домостроительного комбината, изготавливая полную линейку изделий, необходимых для комплектации домов этой серии.
Преимущества серии для заказчиков (инвесторов, девелоперов, застройщиков):
1. Гибкость планировочных решений: возможность комбинирования разработанных секций «Евро’Па» и создания зданий сложной конфигурации для оптимального использования площади земельного участка.
2. Высокая технологичность: высокий класс поверхности изделий с минимальными допусками в геометрии, возможность выпуска крупногабаритных изделий для сокращения числа соединений между элементами.
3. Снижение сроков утверждения проектной документации: обеспечивается за счет предварительной сертификации наиболее часто используемых блок–секций.
4. Высокая скорость строительства: в серии максимально сокращено количество изделий и тем самым уменьшено число сварных соединений, к тому же работы по созданию внешнего теплоизоляционного слоя могут быть совмещены с внутренней отделкой квартир.
5. Подтвержденное качество: серия сертифицирована, к тому же «бесшовная» технология.
6. Отделки фасадов прошла более чем десятилетнюю проверку домостроительными комбинатами Санкт-Петербурга.
7. Разнообразие фасадов зданий, индивидуальный облик каждого дома: технология «теплый фасад» позволяет применять в отделке фасадов домов «Евро’Па» все виды простейших архитектурных форм.
8. Возможность изготовления внутренней отделки квартир с минимальными затратами времени и денег.
9. Возможность установки каналов для электропроводки и блоков розеток в железобетонные изделия стен и перекрытий на производстве.
www.gbi-magazine.ru
Журнал ЖБИ и конструкции - Ресурсное моделирование в промышленности. Производство бетона и железобетонных изделий
| 15 Февраля 2011
Практика показывает, что решение подобных задач неразрывно связано с модернизацией производства и/или мероприятиями инженерного и организационного характера, т. е. путем реализации инновационных проектов или просто - внедрением инноваций.
Реализация инновационных проектов позволяет гибко и оперативно реагировать на изменение конъюнктуры рынка и дает возможность организовать производство конкурентоспособной продукции. Срыв сроков реализации инновационных проектов может привести к непоправимой потере конкурентоспособности продукции и предприятия в целом.
Занимаясь решением вопросов модернизации производства, руководители предприятия становятся «главными технологами» инновационных проектов. При этом они, к сожалению, не всегда рассматривают процедуру реализации инновационного процесса как своеобразную технологию, имеющую свои «генетические» корни и подверженную действию определенных законов и закономерностей.
К сожалению, практика игнорирования объективных закономерностей процедур реализации инновационных проектов обыденна и повсеместна.
Объективно, вопросы модернизации производства находятся под влиянием серьезных противоречивых требований: с одной стороны - целью модернизации является снижение себестоимости, повышение качества или освоение новой продукции; с другой стороны – расходы на модернизацию увеличивают себестоимость продукции. Поэтому реализационные затраты должны быть минимальными, иначе становится бессмысленной сама реализация соответствующего инновационного проекта.
Эффективность процедуры реализации инновационного проекта зависит от множества технических, экономических и технологических факторов, а также организационных условий, касающихся структуры управления, укомплектованности кадрами, уровня профессиональной подготовки персонала и его загруженности.
Главный вопрос, который возникает при этом, связан с поиском обоснованных подходов, позволяющих рационально распределять ресурсы, направленные на реализацию инновационного проекта. Основная проблема распределения ресурсов – это достоверность определения издержек на производство.
Сложившаяся практика учета расхода ресурсов на производство любой продукции не дает истинной картины формирования ее цены, поскольку в себестоимость включаются затраты на содержание всей инфраструктуры предприятия, в том числе - тех ее элементов, которые не задействованы непосредственно в процессе производства. Это приводит к увеличению себестоимости и отпускной цены выпускаемой продукции.
Методика достоверного расчета себестоимости продукции и поиска путей ее снижения за счет реализации инновационных проектов основана на РЕСУРСНОМ МОДЕЛИРОВАНИИ производства. Процедура модернизации производства является инновационной технологией, подчиняющейся своим законам и закономерностям.При реализации инновационного проекта решается противоречивая задача: при минимальных затратах на модернизацию достигнуть максимального снижения себестоимости продукции.
Введение в ресурсное моделирование производства бетонных смесей и ЖБИ
Промышленное предприятие, производящее бетонные смеси и железобетонные изделия, представляет собой структуру с входящими и выходящими потоками материалов (компонентов продукции) и ресурсов (трудовых, энергетических, материальных). Инженерный анализ этих потоков представляет собой ресурсное моделирование.
Методика ресурсного моделирования основана на изучении и системном анализе РЕАЛЬНОЙ экономики процесса производства продукции.
Собственно, само предприятие участвует во всех внешних коммуни-кационных, энергетических, материальных, интеллектуальных и экономических процессах, происходящих в регионе размещения.
В свою очередь, любое структурное подразделение предприятия также участвует в функциональных связях с другими подразделениями. От эффективности внутренних связей, определяемая конкурентноспособностью продукции.
Производство бетонных смесей представляет собой ресурсоемкий технологический процесс, где любые погрешности в технико-экономических расчетах ведут к неоправданному расходу ресурсов на единицу продукции (1 м3), «тиражируемому» в десятках или сотнях тысяч.
Целесообразно все затраты, непосредственно использованные на изготовление продукции, разделить на три группы: энергетические, материальные, трудовые. Каждая из групп затрат может иметь свою структуру, например: 
Разделение на указанные потоки в определенной степени условно. Так, например энергоноситель - газ может поступать для технологических нужд, а может – для энергетических, или, например, газ в баллонах может быть отнесен к материальным затратам на производство сварочных работ, а может к транспортным и т. д.
Принципы ресурсного моделирования
1. Процесс полезного расходования ресурсов является частью основного производства при выпуске продукции. Каждый работник на своем технологическом посту расходует ресурсы при переработке компонентов продукции в соответствии с технологическим регламентом.
2. Процесс потери ресурсов является, в свою очередь, составной частью процесса полезного расходования ресурсов. На отрицательную интенсивность этого процесса влияют производственно-экономические, организационно-технические и социально-психологические причины. Следовательно, изучать этот процесс необходимо системными методами, позволяющими достоверно фиксировать, анализировать и устранять потери ресурсов.
3. Ресурсное моделирование относится к методам системного инженерного анализа и служит инструментом стратегической, тактической и поведенческой мотивации деятельности руководителя предприятия. Поскольку каждый вид потерь имеет свои «генетические корни», устранять их необходимо соответствующими средствами.
 Особенности формирования ресурсной модели производства ботона и ЖБИ
Особенности формирования ресурсной модели производства ботона и ЖБИ
При построении ресурсной модели технологического процесса производства бетонных смесей важно изучить процесс расходования ресурсов на переработку компонентов от поступления их на территорию предприятия до выхода готовой продукции.
В результате моделирования получаются расчетные значения суммарных затрат ресурсов, необходимых для реализации процесса производства.
Детальное исследование затрат ресурсов (трудовых, энергетических, материальных) на каждом технологическом посту дает возможность определить истинные затраты и выявить «узкие» места технологического процесса, а в дальнейшем -наметить пути их устранения.
 и потоков ресурсов (ПР)")
Собственно производство, осуществляемое в границах территориального размещения предприятия, можно рассматривать как «черный ящик» с входящими в него компонентами и выходящей из него продукцией:
Пути движения каждого компонента представляют собой потоки компонентов. Каждый компонент имеет свою схему движения от точки поступления его на территорию предприятия до точки выхода в составе готовой продукции с этой территории.
В процессе движения в потоке компоненты продукции поступают на переработку и/или хранение на технологические посты (рабочие места), где они пересекаются с потоками ресурсов.
Для их изучения строится схема движения потоков компонентов (ПК) и потоков ресурсов (ПР):
ПК1 - поток движения песка ПРТ - поток трудовых ресурсов ПК2 - поток движения щебня ПРW - поток энергетических ресурсов ПК3 - поток движения цемента ПРМ - поток материальных ресурсов ПК4 - поток движения химдобавок 1 .. 21 - номера технологических постов ПК5 - поток движения водыДля каждого потока компонентов существует своя схема движения по постам, в соответствии с которой происходит использование ресурсов. Например, схема потребления ресурсов может быть следующей: 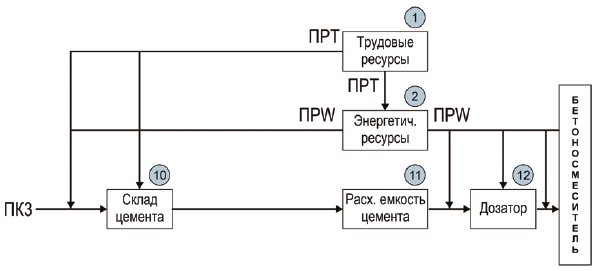
Таким образом, технологический процесс производства продукции можно представить как расходование трудовых, энергетических и материальных ресурсов, направленных на переработку компонентов в готовый продукт. Источниками потребления ресурсов являются технологические процессы и операции. Для определения количества используемых ресурсов каждым технологическим постом необходимо построить расчетную модель потребления ресурсов для потока каждой компоненты.
Расчетная модель потребления ресурсов строится в соответствии со схемой потребления ресурсов, используемых на переработку определенного количества компонента каждым  постом. Например, для цемента:
постом. Например, для цемента:
На основе схемы движения потока формируется база данных по расходованию ресурсов на переработку каждого компонента. Для удобства анализа результаты расчета представляются в табличной форме.

В представленной таблице приведен гипотетический пример расчета расхода энергоресурсов на переработку потока цемента.
Аналогичным образом определяются затраты трудовых ресурсов на переработку потока компонента.
По расчетной модели определяется количество используемых трудовых и энергетических ресурсов на переработку определенного количества материалов каждым постом и проводится анализ факторов, влияющих на расход и потерю ресурсов. При этом фактические затраты материальных ресурсов могут значительно превышать нормативные. Это может быть связано с плохой организации технологического процесса, техническим состоянием оборудования и т. п.
Полученные в результате анализа расчеты затрат ресурсов на производство единицы продукции в стоимостном выражении представляются в табличной форме: 
По результатам затрат ресурсов целесообразно строить графические зависимости, отражающие структуру распределения трудовых, материальных и энергетических затрат и дающие возможность более наглядно проанализировать состояние их расхода:
Графические зависимости строятся как по общей структуре затрат материальных, трудовых и энергетических ресурсов, так и с раскрытием каждой из категорий затрат:
Для наглядного представления влияния расхода того или иного вида ресурса на себестоимость продукции целесообразно строить графики с ранжированным распределением величин затрат:Коэффициенты эффективности производственного процесса
В соответствии с проведенным анализом потребления ресурсов рассчитываются коэффициенты эффективности производственного процесса и определяются зависимости для определения суммарных затрат (Цз) трудовых, энергетических и материальных ресурсов на производство 1 м3 бетонной смеси:

Расчет составляющих затрат производственного процесса:
Цм = kмц Ц + kмп П + kмщ Щ + kмв В + kмхд ХД,
Цт = kтц Ц + kтп П + kтщ Щ + kтв В + kтхд ХД,
Цw = kwц Ц + kwп П + kwщ Щ + kwв В + kwхд ХД,
где Ц, П, Щ, В, ХД - соответственно расходы цемента, песка, щебня, воды и химдобавок на 1 м3 бетонной смеси, кг. 
В соответствии с расчетами строятся аналитические зависимости для определения связей между затратами ресурсов и техническим совершенством технологических процессов.
Для каждого производства (технологической линии) численные коэффициенты (kтц , kтп ,..., kwхд) будут иметь свое конкретное значение, зависящее от состава и качества технологического оборудования, численности обслуживающего персонала, уровня организации технологического процесса и т.д. Универсальность полученных зависимостей позволяет определять истинные значения затрат материальных, трудовых и энергетических ресурсов для любой марки бетона и раствора. Это, в свою очередь, дает возможность более объективно производить оплату труда обслуживающего персонала в зависимости от сложности состава приготавливаемых смесей. 


В зависимости от величины показателей эффективности определяются уровень, масштаб и задачи реализуемого инновационного проекта. Гипотетическая шкала масштабирования инновационного проекта в зависимости от показателей эффективности производственного процесса представлена на рисунке.
Пример расчета коэффициентов:

На основании выявленных значений коэффициентов эффективности производственного процесса (kмц , kмп ,..., kwхд) производится оценка возможности снижения расхода ресурсов экономическими, организационными, технологическими или иными средствами.
Делается вывод о необходимости разработки мероприятий, направленных на снижение себестоимости продукции и формулируются конкретные задачи необходимого для реализации инновационного проекта.
При этом высокие значения величины коэффициента kij свидетельствуют о необходимости устранения недостатков, а пренебрежимо малые позволяют «отодвигать» реализацию этих мероприятий на более длительную перспективу.
Основные этапы ресурсного моделирования производства и реализации иновационных проектов
Основной целью ресурсного моделирования является обоснование технических, технологических и экономических решений, обеспечивающих снижение себестоимости и повышение конкурентоспособности продукции за счет реализации инновационных проектов.
Достижение этой цели осуществляется в несколько этапов:
1. Анализ структуры товарной продукции совместно с построением структуры постоянных и переменных затрат на ее производство. Выявление трех основных групп составляющих себестоимости: трудовые, энергетические и материальные затраты.
2. Классификация видов потерь ресурсов производства в составе трудовых, энергетических и материальных затрат на производство ЖБИ с обоснованием инженерно-экономических факторов влияющих на себестоимость и конкурентоспособность продукции
3. Исследование инженерно-экономических и организационных вопросов, влияющих на динамику потоков ресурсов и совершенство технико-технологических процессов и операций по переработке компонентов ЖБИ по основным технологическим переделам и линиям.
4. Разработка методики оценки и аналитических зависимостей для определения связей между затратами ресурсов и техническим совершенством технологических процессов, представление их в виде универсальной ресурсной модели производства ЖБИ;
5. Разработка технико-экономических и реализация инновационных проектов, обеспечивающих снижение себестоимости и повышение конкурентоспособности продукции предприятия.
Например, применение ресурсного моделирования на реальном производстве позволило:
- выявить нерациональность пневмоподачи цемента с основного склада в расходные емкости. В результате выполнена реконструкция системы закачки цемента с заменой пневмоподачи на механическую;
- определить фактическое занижение затрат трудовых ресурсов при оценке отпускной цены сложных растворов с химдобавками по сравнению с обычными растворами. В результате предложено повысить заработную плату на технологической линии приготовления химдобавок;
- обнаружить фактическое завышение затрат энергетических ресурсов (электроэнергии) на приготовление единицы продукции. В результате предложено изменить схему электропитания технологического оборудования с постоянной на циклическую. И так далее.
Таким образом, ресурсное моделирование является основой принятия решения о реализации того или иного инновационного проекта, направленного на снижение себестоимости продукции, а также основой формирования конкретных инженерно-экономических решений и предложений.
Разработанная для конкретного предприятия ресурсная модель дает возможность установления достоверных данных по затратам всех ресурсов на производство единицы продукции, что в свою очередь позволяет выявить затратные места любой технологической операции с целью сокращения производственных издержек предприятия в целом.
Возможности ресурсного моделирования
Ресурсное моделирование материальных, трудовых и энергетических затрат в натуральном и стоимостном выражении один из возможных путей решения проблемы ресурсосбережения при производстве бетонных смесей.
Ресурсное моделирование определяет возможности снижения расхода конкретных ресурсов экономическими, организационными, технологическими и техническими средствами.
Ресурсное моделирование позволяет производить сравнение фактических затрат ресурсов с фактически необходимыми затратами позволяет выявить «узкие» места технического процесса и наметить мероприятия по снижению себестоимости продукции.
Ресурсное моделирование дает возможность более объективно производить оплату труда обслуживающего персонала в зависимости от сложности производства той или иной продукции.
Ресурсное моделирование позволяет производить оценки рациональности построения производственного процесса.
НПА «Уралстройинноватика»
Центр «Уралстройинноватика» - это группа предприятий, объединенных в научно-производственную ассоциацию, сферой деятельности которой является разработка и продвижение прогрессивных технологий и оборудования для строительства, стройиндустрии и смежных отраслей. Центр «Уралстройинноватика» был создан в 2006 году. В состав Центра на правах ассоциированных участников входят предприятия, профиль деятельности которых обеспечивает оказание полного комплекса услуг по созданию новых, модернизации и техническому перевооружению действующих бетоносмесительных производств и строительных промышленных баз.
426003, г. Ижевск, ул. К.Маркса, 23а
www.usin.ru
www.gbi-magazine.ru
Журнал ЖБИ и конструкции - Рядовой бетон. Есть ли выход?
| 08 Сентября 2011
Между тем еще до Боломея с конца XIX века было известно [3], что ничуть не меньше, если не больше, чем цементо-водное отношение, на прочность бетона влияет пористость, или содержание воздуха в камне. Она же является основной причиной перерасхода цемента и неадекватного коэффициента вариации. Снижение содержания воздуха в бетоне за счет соответствующего выбора состава и количества сырьевых компонентов – самый эффективный путь снижения себестоимости и вариации.
Считается, что пористость – необходимая составляющая цементного камня и бороться с ней бессмысленно. Почему-то умалчивается, что на практике главная причина воздуха в смеси – объем пустот смеси заполнителей больше объема цементного теста. Кроме потери прочности, водонепроницаемости и морозостойкости это приводит к таким хорошо известным последствиям, как расслаиваемость смесей, низкий класс поверхности бетонов. Попытки решить проблему применением пластификаторов приводят к обратному эффекту – из-за водоредуцирования объем цементного теста еще более уменьшается. В этом контексте выглядят смешными попытки достижения необходимого коэффициента уплотнения и водопоглощения в жестких смесях мелкозернистых бетонов увеличением давления пресса, подбором параметров вибрирования, поиском чудодейственных добавок и т. п. Типичный пример: расход цемента 450 кг/м3, В/Ц 0,3, песок Мкр 3,0. Пустотность песка в уплотненном состоянии 0,32, объем цементного теста, как нетрудно высчитать, 280 л/м3. Таким образом, объем воздуха в смеси при любых ухищрениях не может быть меньше 40 л/м3. В результате – бетон по прочности и водопоглощению не удовлетворяет требованиям ГОСТ 17608-91. Эту проблему, возникшую у предприятия ООО «Феникс – Рыбинск», удалось решить заменой песка его смесью с песком Мкр 0,16 в оптимальном отношении, обеспечивающем минимальную пустотность. Причем расход цемента был уменьшен до 405 кг/м3. Да и мелкий песок дешевле крупного. Но это полумера. На самом деле в рядовых бетонах расход цемента не должен быть выше 250–300 кг на м3. А для этого надо минимизировать пористость бетона в целом, включая цементный камень, использовать химические и механические методы активации цемента и оптимизировать В/Ц. Именно оптимизировать, а не минимизировать, как полагают рекламные агенты пластификаторов. Зависимость прочности от цементо-водного отношения не линейна, а унимодальна. Оптимум соответствует необходимому для наиболее полной гидратации цемента количеству воды. Это количество соответствует 27–28% от веса цемента усредненного состава [4]. Если воды меньше, количество гидратировавшего цемента уменьшается, и прочность падает. Смесь без воды не имеет прочности. И не стоит забывать, что, уменьшая воду, для сохранения объема смеси приходится увеличивать расходы цемента и заполнителей, а вода – самый дешевый компонент бетона.
Имеем следующую концепцию компоновки оптимального по цене и параметрам бетона:
– вяжущее должно включать цемент максимальной активности, количество воды и свойства цемента должны обеспечивать максимальную гидратацию к расчетному сроку;
– для уменьшения расхода вяжущего пустотность заполнителя должна быть минимальна;
– стоимость заполнителей должна быть много меньшей стоимости цемента.
Эти три метода аддитивны, эффективность их применения складывается. Их можно применять по отдельности или в сочетании.
 Увеличить активность цемента изготовитель бетона может двумя способами – механическим и химическим. Механический заключается в изменении гранулометрии цемента. Цемент, как правило, состоит из частиц с максимальным размером 100 мкм, средним 20–25 мкм. На рис. 1 представлены дифференциальные распределения размеров частиц цементов турецкого CEM I 42,5N и ЦЕМ II/А-П 32,5 Н ОАО «Мордовцемент», полученные методом лазерного исследования. Известно, что в нормальных условиях твердения к обычному проектному возрасту частицы цемента гидратируют на глубину не более 5–6 мкм [5]. Частицы размером более 10–15 мкм бесполезны для образования клея. С другой стороны, существует гипотеза: «Все известные опыты проводились в том случае, когда в составе вяжущего были как крупные частицы – более 25 мкм, так и мелкие, ниже 5–10 мкм. Это все и путает. Если разделить вяжущее на фракции и отдельно на каждую фракцию подать нужное количество воды, то к удивлению обнаружите как отсутствие избыточной водопотребности, так и примерно равные скорости начала кристаллообразования. Но как только фракции смешаете в одном флаконе – то получаете все негативные факторы вместе. Физика процесса проста: с 40 до 5 мкм – огромные рост как удельной поверхности, так и кривизны этой самой поверхности. Вода под действием сил поверхностного натяжения скатывается с крупных частиц к мелким, крупные не успевают гидратировать. Следовательно, чтобы доставить воду на крупные частицы – нужен ее избыток, иначе им никогда не гидратировать. Но этого мало, так как мелкие частицы быстро прогидратировав начинают процесс кристаллообразования, а он связан с резким (в разы) увеличением плотности в локальной микрообласти. Вокруг этой области кардинально изменяется напряженно-деформированное состояние системы, когда в центре кристаллообразования образуется состояние всестороннего сжатия, значит, вокруг этой области – состояние растяжения. Из области кристаллообразования начинает выдавливаться несвязанная вода под диким давлением и с дикой скоростью. Это приводит к локальному разрушению близлежайшей области начавшей формироваться матрицы. Из-за неодновременного начала кристаллообразования вся структура подвергается диким градиентам различной природы, что приводит от образования микродефектов к их росту в макродефекты» [6]. Мы разделяем эту гипотезу, следовательно, оптимальным считаем как можно более узкое распределение размеров частиц цемента в границах 10–15 мкм.
Увеличить активность цемента изготовитель бетона может двумя способами – механическим и химическим. Механический заключается в изменении гранулометрии цемента. Цемент, как правило, состоит из частиц с максимальным размером 100 мкм, средним 20–25 мкм. На рис. 1 представлены дифференциальные распределения размеров частиц цементов турецкого CEM I 42,5N и ЦЕМ II/А-П 32,5 Н ОАО «Мордовцемент», полученные методом лазерного исследования. Известно, что в нормальных условиях твердения к обычному проектному возрасту частицы цемента гидратируют на глубину не более 5–6 мкм [5]. Частицы размером более 10–15 мкм бесполезны для образования клея. С другой стороны, существует гипотеза: «Все известные опыты проводились в том случае, когда в составе вяжущего были как крупные частицы – более 25 мкм, так и мелкие, ниже 5–10 мкм. Это все и путает. Если разделить вяжущее на фракции и отдельно на каждую фракцию подать нужное количество воды, то к удивлению обнаружите как отсутствие избыточной водопотребности, так и примерно равные скорости начала кристаллообразования. Но как только фракции смешаете в одном флаконе – то получаете все негативные факторы вместе. Физика процесса проста: с 40 до 5 мкм – огромные рост как удельной поверхности, так и кривизны этой самой поверхности. Вода под действием сил поверхностного натяжения скатывается с крупных частиц к мелким, крупные не успевают гидратировать. Следовательно, чтобы доставить воду на крупные частицы – нужен ее избыток, иначе им никогда не гидратировать. Но этого мало, так как мелкие частицы быстро прогидратировав начинают процесс кристаллообразования, а он связан с резким (в разы) увеличением плотности в локальной микрообласти. Вокруг этой области кардинально изменяется напряженно-деформированное состояние системы, когда в центре кристаллообразования образуется состояние всестороннего сжатия, значит, вокруг этой области – состояние растяжения. Из области кристаллообразования начинает выдавливаться несвязанная вода под диким давлением и с дикой скоростью. Это приводит к локальному разрушению близлежайшей области начавшей формироваться матрицы. Из-за неодновременного начала кристаллообразования вся структура подвергается диким градиентам различной природы, что приводит от образования микродефектов к их росту в макродефекты» [6]. Мы разделяем эту гипотезу, следовательно, оптимальным считаем как можно более узкое распределение размеров частиц цемента в границах 10–15 мкм.

Внедрению механоактивирующих аппаратов в технологию изготовления бетона препятствуют мифы, порожденные попытками использования для этой цели дезинтеграторов. Главные – «механоактивированный цемент теряет активность при хранении в течение нескольких часов» [7]. «Механоактивация цемента приводит к существенному росту прочности в раннем возрасте, но не влияет на прочность в дальней перспективе».
На самом деле, существенное влияние на свойства цемента оказывает способ формирования разрушающего воздействия. Крайних из возможных способов два – ударный и сдвиговый. При ударном способе разрушения, как это имеет место в дезинтеграторах, происходит не столько измельчение материала, сколько искажение поверхности цемента. Это и приводит к негативным последствиям. Существует альтернатива – цемент, измельченный сдвиговым воздействием [8]. Он теряет активность с обычной скоростью 5–10% в месяц, имеет практическое одинаковое преимущество в активности по сравнению с исходным в любом возрасте бетона.
Сдвиговый способ, в комбинации с ударным, реализуется в шаровых мельницах. Однако их применение связано с неприемлемым удорожанием подготовки сырья. В этом году ООО «Рим» планирует начало серийного выпуска роторно-инерционных мельниц для активации цемента, основанных на формировании чисто сдвигового воздействия. Пилотные экземпляры в течение более чем года проходят успешную апробацию на двух предприятиях в Ярославской области. Мельницы имеют производительность 5 т/ч при потребляемой мощности 25 кВт, обеспечивают прирост активности цемента на 25–35%. На рис. 1 показана гранулометрия цемента после помола, на рис. 2 – внешний вид мельницы. Применяются два варианта доставки активированного цемента к месту хранения – периодический, с помощью пневмокамерного насоса (монжуса) и непрерывный – инжекторным насосом. Процесс активации автоматизирован и не требует присутствия оператора. К недостаткам следует отнести необходимость изменения технологической схемы изготовления бетона и переоборудования системы воздухоотделения для улавливания тонких фракций цемента.
Возможность химического воздействия на активность цемента связана с распространением в последнее время полимерных добавок. В основном применяются добавки пластифицирующего принципа действия. С 30-х годов применяются добавки с активными сульфогруппами – лигносульфонаты, нафталин – меламин формальдегиды. Основной принцип действия –  диспергирующий, связанный с увеличением сольватной оболочки цементных частиц с мощным одноименным зарядом поверхности этой оболочки. В принципе действия заложен порок – увеличение разобщенности частиц, затрудняющее кристаллообразование. Действительно, эти добавки хорошо пластифицируют, но одновременно снижают активность цемента, попавшего в их раствор. Кроме того, сомнительна с точки зрения совместимости с бетоном химическая природа добавок, основанных на сульфатах. Все это, с нашей точки зрения, ставит под сомнение перспективы применения сульфатных добавок.
диспергирующий, связанный с увеличением сольватной оболочки цементных частиц с мощным одноименным зарядом поверхности этой оболочки. В принципе действия заложен порок – увеличение разобщенности частиц, затрудняющее кристаллообразование. Действительно, эти добавки хорошо пластифицируют, но одновременно снижают активность цемента, попавшего в их раствор. Кроме того, сомнительна с точки зрения совместимости с бетоном химическая природа добавок, основанных на сульфатах. Все это, с нашей точки зрения, ставит под сомнение перспективы применения сульфатных добавок.
От этих недостатков свободны добавки, основанные на карбоксильных группах. Их принцип действия связан с уменьшением межслойного трения бетонной смеси за счет величины и формы гидрофильных полимерных хвостов молекул. Таким образом, основное действие – опять пластифицирующее.
В рядовых бетонах увеличивать активность цемента предпочтительнее, чем пластифицировать – водоредуцировать. Бесконечно снижать содержание воды в бетоне не имеет смысла ни с технической, ни с экономической точек зрения. В последнее время на рынке появились добавки, основное действие которых – увеличение активности цемента, попавшего в их раствор [9]. Серийное производство таких добавок под маркой ПКФ-70 освоено ООО «ВПК». Действующее вещество – олигомеры с активными фосфоновыми группами. Они имеют гораздо меньшие размеры молекул, чем известные полимерные добавки в сочетании с энергетической эффективностью, сопоставимой с сульфонатами. В силу высокой энергозаряженности добавки активно сорбируются на зародышах кристаллообразования, образуют с ними растворимые комплексы, препятствуя очаговому кристаллообразованию. Этим обеспечивается однородность формирования кристаллов по мере потери воды из-за гидратации.
Для обеспечения оптимального водоредуцирования в сочетании с увеличением активности цемента перспективна модификация пластификаторов олигофосфонатами. Например, ПКФ-70П – продукт модификации лигносульфоната, относится к пластификаторам, но одновременно увеличивает прочность, по сравнению с образцом без добавки, на 20–30% при одинаковом В/Ц. Применение добавки при изготовлении безопалубочных плит методом экструзионного формования на Воскресенском заводе ЖБКиИ позволило снизить требования к прочности бетона при снятии натяжения с канатов с 350 до 280 кг/см2. На наш взгляд это свидетельствует о значительном улучшении свойств цементного теста из-за однородности.
В полусухом вибропрессовании мелкозернистых бетонов, для которого характерна повышенная пустотность заполнителя, лучшей на рынке оказывается добавка ПКФ – 70В – сочетание олигофосфоната с воздуходиспергирующим компонентом. Ее применение приводит к увеличению прочности и уменьшению водопоглощения продукции в сочетании с уменьшением расхода цемента. Применение добавки позволило Воскресенскому заводу ЖБКиИ сэкономить свыше 25% цемента при формовании изделий на прессе «Бессер».
Если не принимать во внимание возможность использования мытых фракционированных заполнителей, минимизировать пустотность можно расширением диапазона размеров частиц в сочетании с оптимизацией гранулометрической характеристики их распределения. Верхняя граница крупности заполнителя ограничена толщиной изделия и технологией работ. Для обычно используемой смеси песка и щебня нижняя граница приблизительно соответствует 100 мкм. При использовании смеси из двух компонентов, даже оптимизируя их соотношение, трудно добиться пустотности менее 0,25. Уменьшить пустотность можно введением компонентов с меньшим размером частиц. Критериями выбора являются цена, адгезия с цементным камнем, водопотребность. По цене возможно применение кремнийсодержащих заполнителей – шлаков, зол и карбонатсодержащих – известняк, мел. По соображениям адгезии и водопотребности применение карбонатов предпочтительнее. Мел дороже чем известняк, но размер его частиц соответствует необходимому. Известняк требует помола.
Частицы рассматриваемого размера склонны к агломерированию, что способствует попаданию воздуха из агломератов в бетонную смесь. В работе обоснован способ ввода карбонатных пород в бетонную смесь в виде водной суспензии. Однако для увеличения степени наполнения суспензии в применялся лигносульфонат, что помешало раскрыть возможности введения карбоната в полной мере. Дело в том, что лигносульфонат – не лучший диспергатор для карбоната, кроме того, способствует воздухововлечению. Для обоснования способа ввода заполнителя в смесь был поставлен эксперимент с целью определения вовлеченного воздуха по ГОСТ. Изготовлены и уплотнены с помощью лабораторной виброплощадки образцы цементного теста равной подвижности Пк2 на цементе ЦЕМ I 42,5Н оскольского завода. Первый – контрольный, из цемента и воды. В остальных использовалась смесь цемента и мела МТД-2 в соотношении 9:1. В одном случае мел вводился в сухом виде. В других – в виде 70- процентной суспензии, с применением низкомолекулярного полиакрилового диспергатора Orotan 734K фирмы Rhomen&Haas и олигофосфонового диспергатора ПКФ-70Д, не имеющего пенообразования. Результаты измерения объема вовлеченного воздуха приведены в таблице.
 Роторно-инерционные мельницы измельчают как сухие, так и жидкие материалы. При применении мельниц РИМ для помола суспензий карбонатов отпадает необходимость в смесителе для их изготовления. Мельница сама обеспечивает необходимую гомогенность при раздельной подаче компонентов на ее входы.
Роторно-инерционные мельницы измельчают как сухие, так и жидкие материалы. При применении мельниц РИМ для помола суспензий карбонатов отпадает необходимость в смесителе для их изготовления. Мельница сама обеспечивает необходимую гомогенность при раздельной подаче компонентов на ее входы.
Лабораторные результаты определения экономического эффекта обнадеживают – замена цемента вяжущим на основе оптимального сочетания карбоната в виде водной суспензии на ПКФ-70Д и цемента приводят к экономии средств от 500 руб/1 м3 бетона. Изменением пропорций цемента и суспензии можно добиться оптимальной активности вяжущего для любой марки бетона. Опытное внедрение метода с целью промышленной апробации осуществляется в ООО «Волжский ЖБК» в настоящее время.
С точки зрения минимизации пустотности оптимальным соотношением размеров компонентов является в 6 – 8 раз [14], в то время как разница в размерах между мелом и песком – в пятьдесят раз. Необходимо введение еще одного компонента. Материал необходимых размеров был получен измельчением карьерного песка с Мкр=2,5 в мельнице РИМ. На рис. 4 показаны его гранулометрические характеристики. Кроме успешного применения в тяжелых бетонах, такие размеры позволяют удешевить тяжелую составляющую легких бетонов без потери прочности. Вместо цемента прослойки между легким заполнителем целесообразно формировать из смеси цемента, суспензии мела и молотого на мельнице «РИМ» песка в соотношениях, обеспечивающих минимальную пустотность заполнителя.
Таким образом, эффективно снизить себестоимость бетона, уменьшить коэффициент вариации можно за счет изменения схемы подготовки сырья с использованием роторно-инерционных мельниц, применением современных модификаторов активности цемента и расширением сырьевого ассортимента карбонатами.
1. Руководство по подбору составов тяжелого бетона//НИИЖБ, М.: Стройиздат, 1979.
2. Bolomey J. Deformation elastigues, plastigues et de retrait de guelgues betons. Bulleten technique de la Suisse Romande. Ann. 68, № 15, 1942.
3. Faury J. Le beton Dronod. Paris, 1953.
4. Кучеренко А.А., Кучеренко Р.А. Зерно цемента – зеркало бетона.//Вiсник ОДАБА, вип. 27, 2007.
5. Естемесов З.А., Естемесов М.З. Особенности формирования контактной зоны в цементном камне//Сборник ЦеЛСИМ, вып. 1, 2001.
6. http://www.allbeton.ru/forum/topic14269-150.html.
7. Ружинский С., Портик А., Савиных А. Все о пенобетоне. С.-Петербург: ООО «Строй-бетон», 2006.
8. Гордеев Е.В., Индейкин Е.А., Рунов Г.А. Способ механической активации цемента//Патент РФ № 2376067, 2008.
9. Черниговский А.И. Внедрение новых технологий в производство бетонных изделий с целью экономии энергии и цемента//ЖБИ и конструкции, № 2, 2010.
10. Тот Л.Ф. Расположения на плоскости, на сфере и в пространстве, М.: ГИФМЛ, 1958.
11. Дворкин Л.И., Дворкин О.Л., Горячих М.В., Шмигальский В.Н. Проектирование и анализ эффективности составов бетона. Издательство РГТУ, Ровно, 2008.
12. Естемесов М. З., Султанбеков Т.К., Куртаев А.С. Контактная зона цементного камня с различными заполнителями//Сборник ЦеЛСИМ, вып. 1, 2001.
13. Жидкова Т.В. Бетон с добавкой мела, как высокодисперсной составляющей его вяжущего компонента//Диссертация на соискание ученой степени кандидата технических наук. Харьков, 1992.
14. Ахвердов И.Н. Основы физики бетона. М.: Стройиздат, 1981.
www.gbi-magazine.ru
Журнал ЖБИ и конструкции - Индустриализация проектирования в строительстве сборных конструкций из железобетона и напряженного железобетона
| 16 Мая 2011
Введение
«Треугольник напряжений», стороны которого представляют время, качество и затраты, постоянно снова ставит перед проектно-конструкторским бюро требование переосмыслить проектирование с использованием САПР и заново его организовать. Говоря плакатным стилем, это требование «отважиться шагнуть от 2D к 3D».
Требование: полностью, вплоть до планирования производства работ, проектировать в 3D.
Цель: генерировать добавленную стоимость из 3D-модели здания и сделать ее экономически выгодной и для заказчика, и для конструкторского бюро как подрядчика.
Такая перестройка требует готовности к изменениям и инвестициям. Сегодня авторы могут на основании опыта первых реализованных проектов сразу сказать, что выбранный путь является правильным, и они видят, что эта смена парадигмы открывает новые шансы.
Ожидания от 3D-проектирования
Работая в строительном проектно-конструкторском бюро, авторы преимущественно занимаются промышленным строительством и специализируются на разработке концепций, расчетах и анализе конструкций и выпуске проектной и рабочей документации сборных конструкций из железобетона и предварительно напряженного железобетона.
Продумывая проектирование в 3D, они исходили из принципа, что после создания модели здания чертежи изделий должны генерироваться в максимальной степени автоматически.
Дальнейшие аспекты – как суметь всесторонне проанализировать модель здания, представить пользу от ее применения партнерам по проектированию, как лучше взаимодействовать с ними, – это были пункты, от которых они рассчитывали получить дополнительные прямые или косвенные преимущества.
Предпосылкой для этого они считали совсем прагматические вещи – достоверные чертежи изделий, получаемые при сокращении времени проектирования и с лучшим качеством по сравнению с ручным черчением.
Преобразование и развитие нового 3D-проектирования
Первый опыт
 Первый опыт проектирования носил организационный характер, так как в начальной фазе проекта для 3D-проектирования требуется больше информации, чем обычно имеется. Так, 3D-модель должна содержать все определения, например, такие, как задание углублений, закладных деталей для соединения изделий, закладных деталей для инженерных систем, конструкционных деталей и соответствующих монтажных средств, таких как транспортные анкеры, монтажные и заливочные трубы и т. д. (рис. 1).
Первый опыт проектирования носил организационный характер, так как в начальной фазе проекта для 3D-проектирования требуется больше информации, чем обычно имеется. Так, 3D-модель должна содержать все определения, например, такие, как задание углублений, закладных деталей для соединения изделий, закладных деталей для инженерных систем, конструкционных деталей и соответствующих монтажных средств, таких как транспортные анкеры, монтажные и заливочные трубы и т. д. (рис. 1).
Сегодня такая информация последовательно запрашивается у заказчика и у проектировщиков соответствующих разделов. К данным и деталям, которые не проясняются на основании информации заказчика, делаются и предлагаются конструктивные решения, которые, как правило, принимаются участниками. Благодаря этому конструкторы могут соответствовать своему имени «проектировщик несущей конструкции» и поставленной задаче и заблаговременно снабдить модель здания конструктивными предложениями, что в итоге ведет к положительному резонансу проектировщиков и заказчиков. Авторы идут на несколько большие затраты времени в начале проектирования, поскольку они знают на основании предыдущего опыта, что это время компенсируется при создании чертежей изделия.
Это происходит за счет того, что часто сложные и глубоко скрытые проблемы благодаря 3D-модели теперь обнаруживаются раньше, и тогда на основе гибких возможностей отображения могут быть устранены гораздо быстрее, лучше и эффективнее. На совещаниях строителей работают с проектором  и обсуждают проектные решения, в то время как производится презентация виртуального строительного объекта, и участникам представляется объемная модель в виде файла 3D PDF. Этот 3D PDF является в некотором роде побочным продуктом САПР. Как для профессионалов-проектировщиков, так и для лиц без квалификации «чтения чертежей», это – оптимальное средство коммуникации. Каждый умеет с ним обращаться, быстро схватывать детали и может тут же фиксировать комментарии или распечатать любую 3D-перспективу и линию разреза, дополнив ее при необходимости записью, рукописной или сделанной с помощью соответствующих программных средств (рис. 2).
и обсуждают проектные решения, в то время как производится презентация виртуального строительного объекта, и участникам представляется объемная модель в виде файла 3D PDF. Этот 3D PDF является в некотором роде побочным продуктом САПР. Как для профессионалов-проектировщиков, так и для лиц без квалификации «чтения чертежей», это – оптимальное средство коммуникации. Каждый умеет с ним обращаться, быстро схватывать детали и может тут же фиксировать комментарии или распечатать любую 3D-перспективу и линию разреза, дополнив ее при необходимости записью, рукописной или сделанной с помощью соответствующих программных средств (рис. 2).
Автоматические чертежи сложных изделий
В Allplan Precast автоматическое получение опалубочных чертежей и схем армирования отдельных плит сборных перекрытий и стеновых панелей из общего плана и раньше не было проблемой. Почему бы тогда так же не моделировать здание в целом, конструировать его  полностью или частично из сборных изделий, чтобы потом автоматически генерировать чертежи конструктивных элементов, таких как колонны, стеновые плиты, фермы, балки или ребристые плиты из напряженного железобетона? В состоянии ли средства автоматизации создавать зрелые чертежи, которые можно читать и проверять, вместе с необходимыми данными для управления лазерными проекционными установками, гибочными станками, сварочными установками или роботами размещения арматуры? И как можно гибко реагировать на изменения?
полностью или частично из сборных изделий, чтобы потом автоматически генерировать чертежи конструктивных элементов, таких как колонны, стеновые плиты, фермы, балки или ребристые плиты из напряженного железобетона? В состоянии ли средства автоматизации создавать зрелые чертежи, которые можно читать и проверять, вместе с необходимыми данными для управления лазерными проекционными установками, гибочными станками, сварочными установками или роботами размещения арматуры? И как можно гибко реагировать на изменения?
Требования при этом не ограничиваются легко параметризуемыми элементами, которые, например, имеют место в стальных конструкциях. Гораздо более мы ориентируемся здесь на сложные элементы из области сборных конструкций из железобетона и предварительно напряженного железобетона, которые  представляют собой конгломерат из бетона, разнообразной арматуры (стержни, сетки, предварительно напряженные тросы) и закладных деталей. Так как сооружения с точки зрения геометрии и оформления становятся все более сложными, а реконструкция существующих объектов или встраивание зданий в существующую застройку становится сегодня скорее стандартным случаем, то центральным требованием к программному обеспечению является максимально возможная гибкость и производительность.
представляют собой конгломерат из бетона, разнообразной арматуры (стержни, сетки, предварительно напряженные тросы) и закладных деталей. Так как сооружения с точки зрения геометрии и оформления становятся все более сложными, а реконструкция существующих объектов или встраивание зданий в существующую застройку становится сегодня скорее стандартным случаем, то центральным требованием к программному обеспечению является максимально возможная гибкость и производительность.
Ответом на эти вопросы являются 3D-элементы, которые из любых объемных моделей или предварительно параметризованных элементов, таких как колонны, плиты стен или фермы из предварительно напряженного железобетона, превращаются в так называемые iParts (интеллектуальные строительные элементы). Этим элементам разработчик в дальнейшем процессе проектирования и изготовления модели добавляет закладные детали и особые 
 свойства и превращает их таким образом в интеллектуальные элементы. Не важно, как выглядит или сконструирован элемент – модуль iParts автоматически формирует чертежи. Если здание со своими элементами имеется полностью в виде 3D-модели, то для любого элемента нажатием кнопки получают чертеж изделия со всей информацией, характерной для зрелого чертежа.
свойства и превращает их таким образом в интеллектуальные элементы. Не важно, как выглядит или сконструирован элемент – модуль iParts автоматически формирует чертежи. Если здание со своими элементами имеется полностью в виде 3D-модели, то для любого элемента нажатием кнопки получают чертеж изделия со всей информацией, характерной для зрелого чертежа.
Автоматика в первую очередь обеспечивает этот стопроцентно достоверный и читаемый чертеж
Чем сложнее детали, тем больше приходится дополнять и перерабатывать чертеж. Теперь рядом с моделью на экране имеется еще двумерный чертеж.  Большим преимуществом является то, что его можно обрабатывать привычным для САПР образом, но не инструментами черчения, а ассоциативными надписями, образмериванием, выносными узлами. Теперь, естественно, тут же возникает вопрос, что происходит с этими изменениями и дополнениями, которые предпринимаются в двумерном чертеже. В других САПР после получения чертежей из 3D-модели не существует возможности вернуть изменения из чертежа в модель. Это одна из причин, почему 3D-моделирование до сих пор не активно внедрено в рабочее проектирование. Эта проблема принципиально решена в технологии чертежей изделий в Allplan Precast. Не важно, где производится работа, в модели или на чертеже изделия, информация одновременно передается в каждое отображение.
Большим преимуществом является то, что его можно обрабатывать привычным для САПР образом, но не инструментами черчения, а ассоциативными надписями, образмериванием, выносными узлами. Теперь, естественно, тут же возникает вопрос, что происходит с этими изменениями и дополнениями, которые предпринимаются в двумерном чертеже. В других САПР после получения чертежей из 3D-модели не существует возможности вернуть изменения из чертежа в модель. Это одна из причин, почему 3D-моделирование до сих пор не активно внедрено в рабочее проектирование. Эта проблема принципиально решена в технологии чертежей изделий в Allplan Precast. Не важно, где производится работа, в модели или на чертеже изделия, информация одновременно передается в каждое отображение.
Таким образом, это не улица с односторонним движением, работать можно в обоих направлениях. Например, авторы так конструируют свои схемы  армирования (рис. 4). Также имеется возможность спокойнее относиться в процессе проектирования несущей конструкции к сложной проблеме, связанной с частыми изменениями, вносимыми другими участниками проекта или заказчиком. Основой для этого является то, что благодаря вышеописанной технологии интеллектуальных изделий имеется возможность вносить изменения или в готовую 3D-модель с автоматической передачей изменений в чертежи изделий, или в готовые чертежи изделий с автоматическим заимствованием этих изменений в 3D-модели.
армирования (рис. 4). Также имеется возможность спокойнее относиться в процессе проектирования несущей конструкции к сложной проблеме, связанной с частыми изменениями, вносимыми другими участниками проекта или заказчиком. Основой для этого является то, что благодаря вышеописанной технологии интеллектуальных изделий имеется возможность вносить изменения или в готовую 3D-модель с автоматической передачей изменений в чертежи изделий, или в готовые чертежи изделий с автоматическим заимствованием этих изменений в 3D-модели.
Гибридный метод работы, например при проектировании арматуры
Конструкторы всегда хотели, чтобы гибочная форма конструировалась  или размещалась там, где это удобнее с точки зрения наглядности. Например, показать форму хомута в разрезе, а его размещение на виде. При этом определяется, как каркас из хомутов должен быть отображен на чертеже. Раньше конструкторы старались избегать видов и разрезов, так как было трудоемко постоянно убедительно представлять чертеж со всеми видами и разрезами и еще труднее отслеживать в чертежах все изменения.
или размещалась там, где это удобнее с точки зрения наглядности. Например, показать форму хомута в разрезе, а его размещение на виде. При этом определяется, как каркас из хомутов должен быть отображен на чертеже. Раньше конструкторы старались избегать видов и разрезов, так как было трудоемко постоянно убедительно представлять чертеж со всеми видами и разрезами и еще труднее отслеживать в чертежах все изменения.
В Allplan генерируется как угодно много разрезов, чтобы можно было просто и оптимально конструировать. Практически теперь каркас арматуры возникает в модели. Программа автоматически проверяет наличие коллизий в армировании, и легко видно, возможно ли изготовить конструкцию с учетом закладных деталей и прочих особенностей (рис. 5). Одновременно имеется полное привычное отображение в виде чертежа, отслеживающее все изменения.
Введение стандартов чертежей, которые действуют как визитные карточки бюро
Чтобы для всех типов элементов получить оптимальные компоновки  и перекрытиями и пр. из монолитного бетона") чертежей, можно с помощью графического редактора компоновок изготовить шаблоны. Например, авторы проектируют для определенного типа колонн компоновку чертежа с основными атрибутами проекта и чертежа, разрезами, видами, размерными цепями, надписями, спецификациями и экспликациями. С помощью такой одноразовой подготовки получают инструмент, дающий однородные, хорошо читаемые чертежи строительной специфики.
чертежей, можно с помощью графического редактора компоновок изготовить шаблоны. Например, авторы проектируют для определенного типа колонн компоновку чертежа с основными атрибутами проекта и чертежа, разрезами, видами, размерными цепями, надписями, спецификациями и экспликациями. С помощью такой одноразовой подготовки получают инструмент, дающий однородные, хорошо читаемые чертежи строительной специфики.
Отображение геометрии, арматуры, закладных деталей и т. д. можно для большей наглядности осуществлять отдельно. Опыт первых проектов показывает, что автоматически полученный чертеж простых элементов едва ли нужно дорабатывать. Более сложные элементы из любви к деталям обычно подвергаются доработке. Таким образом, графический редактор компоновок является инструментом, обеспечивающим единые стандарты качества.
При создании чертежей изделий ожидается, что будут автоматически получены спецификации арматурных сталей на каждый выбранный сорт и тип стали, так же как и закладных и монтажных деталей (рис. 6). Но можно автоматически получить больше, - например, основную надпись чертежа с атрибутами проекта, чертежа и изделия, существенными параметрами сборных элементов, такими как объем, вес, количество штук, класс бетона, класс экспозиции, требования пожарной безопасности и т. д. (рис. 7).
Как сейчас проектировщик гарантирует, что класс бетона из основной надписи и относящаяся к нему штриховка или заливка в разрезах соответствуют друг другу? Он проверяет это вручную, и – если производятся изменения – надеется, что  ничего
ничего не упущено. В проектировании элементов это регулируется автоматически. Если колонна получает новый класс бетона, неважно, в общей модели или, в чертеже, то есть изменяется единственный атрибут – все изменяется везде. В основной надписи стоит новый класс бетона, и все разрезы имеют соответствующую ему заливку.
не упущено. В проектировании элементов это регулируется автоматически. Если колонна получает новый класс бетона, неважно, в общей модели или, в чертеже, то есть изменяется единственный атрибут – все изменяется везде. В основной надписи стоит новый класс бетона, и все разрезы имеют соответствующую ему заливку.
Инвестиции в изменения
Конечно, обращению с 3D-программой надо сначала научиться и накопить необходимый опыт (рис. 8). Так же как мы ранее реализовали мысли о концепции слоев атрибутов, символах и т. д., мы должны были теперь это заново встроить в 3D. Это можно прекрасно описать на примере закладной детали.
В компьютерной анимации деталь должна быть отображена возможно более реалистично, на чертеже – в упрощенном представлении, зависящем от масштаба. И поскольку результаты ожидаются «от нажатия кнопки», это должно быть и на главных проекциях. Результат оказывается впечатляющим. Рис. 9 показывает компьютерную анимацию узла со стальной плитой с приваренными стержнями. Нажатием кнопки получают к этому вид и разрез с размерными цепями и надписями в чертеже изделия. Фрагмент чертежа – полученный полностью автоматически – показывает рис. 10.
Дальнейшим важным моментом была концепция компоновок для уже описанных чертежей элементов. Чтобы гарантировать, что все сотрудники получают определенный стандарт, и этим обеспечивается как формальное, так и содержательное качество чертежа, авторы инвестировали в будущее.
Сотрудники используют это как само собой разумеющееся и не должны больше заботиться о многих формальных и содержательных вещах. Создание нового отдельного шаблона теперь едва ли стоит много времени, которое во много раз больше экономится при создании каждого чертежа.
В итоге авторы могут на основании прошлого опыта утверждать, что оценка для времени освоения, в зависимости от структуры организации и степени образования в области САПР, а также от соответствующего оснащения аппаратными средствами, приблизительно составляет от трех до шести месяцев. В конструкторском бюро авторов уже, примерно после шести недель освоения были начаты первые проекты и успешно завершены по истечении следующих шести недель. При этом, однако, следует упомянуть, что они уже до этого совершили шаг от 2D к 3D. Сотрудники с воодушевлением восприняли нововведения и метод работы, направленный в будущее, и работают с большой отдачей.
Смещение деятельности
Опыт, ощущаемый вначале как отрицательный, мы оцениваем теперь как чрезвычайно позитивный. Представленная на рис. 11 пирамида отображает две области деятельности в теперешнем цикле проектирования. На вершине пирамиды создается модель, у подножия обрабатываются чертежи элементов. В начальной стадии проекта должно несколько больше времени быть уделено 3D-модели, так как на первых этапах для создателей модели требуется больше информации. Создатель модели несет полную ответственность за проект и имеет полное представление обо всей проектной документации. Это означает, что горизонтальная линия в треугольнике на рис. 11, – интерфейс между принятием проектных решений инженером-конструктором и созданием чертежей техником – при первой обработке модели и чертежей по сравнению с использовавшимся ранее способом работы сдвигается вниз. Время верхней половины пирамиды – часы инженера – многократно возвращается через уменьшение работы по созданию и контролю чертежей техником. Работающий сегодня инженер имеет больше ответственности, чем раньше. Он проясняет все сопряжения с другими разделами, что дает прямые существенные преимущества при обработке чертежей изделий.
Сокращение времени проектирования
 Когда создана модель (рис. 12), тут же становятся доступны автоматически получаемые чертежи изделий. Закладные и монтажные детали, которые, как правило, также уже созданы, находятся в спецификации, как и другая предварительно определенная информация: вес, класс бетона и т. д. (рис. 7). Автоматический контроль коллизий и оптическая возможность контроля 3D-элементов в модели разгружает техника от необходимости анализа архитектурных чертежей и т. д. (рис. 13).
Когда создана модель (рис. 12), тут же становятся доступны автоматически получаемые чертежи изделий. Закладные и монтажные детали, которые, как правило, также уже созданы, находятся в спецификации, как и другая предварительно определенная информация: вес, класс бетона и т. д. (рис. 7). Автоматический контроль коллизий и оптическая возможность контроля 3D-элементов в модели разгружает техника от необходимости анализа архитектурных чертежей и т. д. (рис. 13).
Контроль геометрии чертежей может быть уменьшен, так как элементы, лежащие в основе модели, гарантированно идентичны чертежам. Конструкторы создают теперь схемы армирования, и этим начинается также оптимизация опалубки и арматуры. Уже при моделировании система знает, какие элементы одинаковы, и соответственно снабжает их одним позиционным номером. Например, для пяти идентичных элементов получается один чертеж элемента с числом штук пять. Деталь армируется (рис. 14), чертеж элемента готов.
 Даже после ручной доработки этот чертеж элемента прямо с доработками можно теперь полностью или выбранными частями перенести на подобные элементы, благодаря чему сокращается чертежная работа по ним. Как и в 2D, копируются фрагменты, только теперь в 3D с автоматической привязкой к новой модели. Все уточнения, вносимые в модель, мгновенно отражаются на чертежах, даже после того как эти чертежи были доработаны вручную. (рис. 15). Эта методика дает существенные преимущества. Минимизируется проектная работа и количество чертежей, одновременно создается возможность оптимизировать размеры партий, так как система автоматически распознает идентичные детали. На протяжении создания всей модели и всех чертежей получаются гарантированные количества деталей. Впрочем, здесь все перепроверяется программой: идентичность геометрии, арматуры, закладных деталей и, конечно, атрибутов типа класса бетона и др. Авторы убеждены в том, что на заводах сборных конструкций из такой методики можно извлечь дополнительно очень много пользы, так как с ее помощью можно оптимизировать и дорогостоящую опалубку.
Даже после ручной доработки этот чертеж элемента прямо с доработками можно теперь полностью или выбранными частями перенести на подобные элементы, благодаря чему сокращается чертежная работа по ним. Как и в 2D, копируются фрагменты, только теперь в 3D с автоматической привязкой к новой модели. Все уточнения, вносимые в модель, мгновенно отражаются на чертежах, даже после того как эти чертежи были доработаны вручную. (рис. 15). Эта методика дает существенные преимущества. Минимизируется проектная работа и количество чертежей, одновременно создается возможность оптимизировать размеры партий, так как система автоматически распознает идентичные детали. На протяжении создания всей модели и всех чертежей получаются гарантированные количества деталей. Впрочем, здесь все перепроверяется программой: идентичность геометрии, арматуры, закладных деталей и, конечно, атрибутов типа класса бетона и др. Авторы убеждены в том, что на заводах сборных конструкций из такой методики можно извлечь дополнительно очень много пользы, так как с ее помощью можно оптимизировать и дорогостоящую опалубку.
Полностью используя потенциал рационализации при обработке элементов, проектно- конструкторские бюро вновь и вновь встают перед вопросом, как им следует обходиться с закладными деталями, которые поступают от таких изготовителей, как Halfen, Schoeck и др. Как описано выше, используются относящиеся к ним текущие данные в соответственно подготовленном виде, в 3D и в 2D, каждый раз в различном исполнении. Соответствующие базы производителей уже включены в состав Allplan Precast. Ожидается, что изготовители в будущем будут предоставлять данные еще лучшего характера. Здесь имеется большой потенциал рационализации, который надо будет использовать.
конструкторские бюро вновь и вновь встают перед вопросом, как им следует обходиться с закладными деталями, которые поступают от таких изготовителей, как Halfen, Schoeck и др. Как описано выше, используются относящиеся к ним текущие данные в соответственно подготовленном виде, в 3D и в 2D, каждый раз в различном исполнении. Соответствующие базы производителей уже включены в состав Allplan Precast. Ожидается, что изготовители в будущем будут предоставлять данные еще лучшего характера. Здесь имеется большой потенциал рационализации, который надо будет использовать.
3D-работы с виртуальным строительным объектом через Интернет
Для работы в САПР с 3D-моделями используют профессионально подготовленных инженеров, техников и конструкторов. Но как только модель построена, она может быть использована неспециалистами в области САПР. Авторы предоставляют свои виртуальные строительные объекты через Интернет клиентам и другим лицам, участвующим в проектировании (рис. 16).
Для этого вначале предоставляется первая грубая модель, с тем чтобы заказчик и его специалисты могли провести составление ведомостей работ и услуг для предложения, подготовку производства, план организации строительства и производственное планирование. Цвета на рис. 17 отмечают состояние изделия (например, красный – эскизный проект, синий – чертеж изделия готов и отправлен на проверку участникам проекта, зеленый – готов для изготовления и согласован). Так как проектировщики предоставляют участникам доступ к банку данных изделий, клиент может провести любой анализ.
Сортировка и выбор вначале просты, и преимущество состоит в том, что работа ведется не с горами чисел, а изменения видны наглядно на строительном объекте. Удобно выполняется даже моделирование хода работ, и можно видеть, как в кино, как растет здание. С этим предложением авторы вступают в неизведанную область, но это естественный последовательный шаг, показывающий, как можно сделать более полезной работу конструкторского бюро. Авторы видят здесь также дальнейший потенциал для вербовки будущих клиентов, так как возможность работать с 3D-моделью в стадии конкурсных предложений является для конструкторского бюро небольшой революцией, которой авторы сегодня уже частично занимаются (рис. 18).
Дополнительное отображение предложения в формате 3D отчасти может оказаться решающим при передаче работ в подряд. Авторы убеждены, что здесь может появиться еще много нового.
Итог
25 лет назад проектно-конструкторские бюро конфронтировали с САПР, с тех пор сделан большой шаг вперед. Карандаш чертежника заменило программное обеспечение. С годами росла производительность и качество. Уже давно говорят о 3D и его преимуществах, но внедрено оно в строительное проектирование только в отдельных областях, особенно в фазе эскизного проекта. Мы утверждаем, что мы можем организовать чисто чертежную работу для конструкторских бюро и фирм-производителей и заводов сборных конструкций более рентабельно, если мы используем шансы, открывающиеся при работе с 3D-моделями.
Добавленная стоимость, которая создается в проектно-конструкторских бюро благодаря работе в 3D, может при последовательном применении и использовании подготовленных данных привести к решающим экономическим преимуществам для конструкторских бюро и заводов сборных конструкций. Основой для этого должно быть то, что кроме «бумажных чертежей» будут использоваться также данные и информация, означающие реальную добавленную стоимость для заводов-производителей.
www.gbi-magazine.ru
