
Это интересно
- ОКД
- ЗКС
- ИПО
- КНПВ
- Мондиоринг
- Большой ринг
- Французский ринг
- Аджилити
- Фризби
Опрос
Полезные ссылки
РКФ

Все о дрессировке собак

Стрижка собак в Коломне

Поиск по сайту
Журнал "Крепеж, клей, инструмент и..." - "Заклёпки. Ориентиры качества" (2013). Журнал клей крепеж инструмент
Журнал "Крепеж, клей, инструмент и..."
Клёпка — один из старейших технологических процессов в машиностроении. Она позволяет соединять плоские детали в единый пакет. Старая технология клёпки основывалась на двусторонней ударной деформации тела заклёпки. Она требовала значительных физических усилий и занимала много времени.
В конце 20 века на смену традиционной клёпке приходят технологии, использующие так называемые тяговые (вытяжные, отрывные, слепые) заклёпки и инструменты для их установки. За это время появилось достаточно много статей и информационных материалов о тяговых заклёпках, но интерес к данным изделиям остаётся высоким, так как при прочих равных условиях соединение тяговыми заклёпками технологичнее и дешевле резьбового соединения. Их главным преимуществом является возможность установки при одностороннем доступе к склёпываемому пакету. Эти преимущества и определяют широкое использование заклёпок во многих сферах, таких как: строительство, машиностроение, энергетика, электроника и так далее. А чем шире область применения того или иного изделия, тем больше требований к нему начинает предъявлять покупатель. На сегодняшний день семейство тяговых заклёпок значительно расширилось как по конструкции, так и по материалу. Поэтому покупатель, решивший приобрести заклёпки, должен понимать особенности этих изделий. С чего начинается выбор? В каталогах производителей тяговых заклёпок можно отыскать сведения об элементах соединения и собственно соединении. Наиболее очевидные из них — диаметр и длина тела заклёпки. Именно они отвечают за качество установленного соединения. Диаметр заклёпки определяет её «несущую способность»: величины нагрузок скрепляемого пакета на разрыв и на срез. В информационных источниках, как правило, приводятся зависимости этих показателей от диаметра заклёпки. Дополнительно некоторые каталоги указывают диаметр сверла под заклёпку с данным диаметром тела. Другой важнейшей функциональной характеристикой соединения является толщина склёпываемого пакета. Она взаимосвязана с таким параметром заклёпки, как её длина. Это означает, что выбирать длину тела заклёпки следует, опираясь на данные по толщине заклёпываемого пакета, которые приводятся в тех же каталогах. Материал заклёпки Выбор материала заклёпки также является ключевой задачей разработчика. Материал не только определяет механические характеристики заклёпки, но также влияет на возникновение коррозионных контактных пар с другими элементами соединения. В настоящее время используются алюминиевые сплавы различного состава, углеродистые и нержавеющие стали, сплавы на медной основе. Наиболее массовые алюминиевые тяговые заклёпки используются при креплении облицовочных материалов на фасадах, соединении листов различной природы и толщины. При этом заклёпки изготавливаются из алюминий-магниевых сплавов с различным содержанием магния. Сплав же имеет тем большую прочность, чем больше содержание в нём магния (рис. 1).
 Рис. 1.
Рис. 1.
Следующие по популярности — стальные заклёпки. В первую очередь они привлекают потребителей тем, что выдерживают большие эксплуатационные нагрузки (рис. 2).
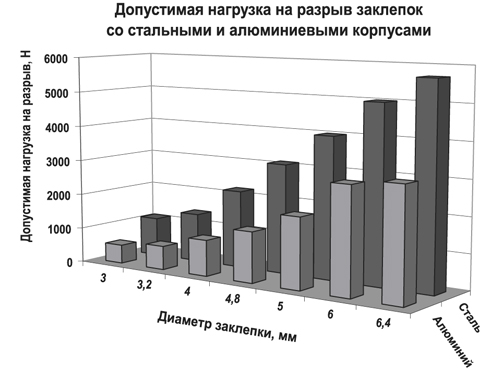 Рис. 2.
Рис. 2.
По мере развития «заклёпочно-тягового» направления в крепеже более разнообразными стали и формы изделий. Наряду с классической заклёпкой со стандартным бортиком, появились следующие изделия: герметичные, потайные, увеличенные, многозажимные, распорные, лепестковые, клеммные и многие другие.
Постановка задачи выбора
Типовая задача по выбору тяговой заклёпки может выглядеть следующим образом. Необходимо проклепать пакет толщиной 6 мм. При этом усилие соединения на разрыв должно быть обеспечено на уровне 1300 Н. По описанию заклёпки — конструкция стандартный бортик» и материал «алюминий/сталь» — выберем соответствующую таблицу в каталоге фирмы «BRALO» (рис. 3).
 Рис. 3.
Рис. 3.
* Гильза (тело): AL Mg 3,5.
**Ножка (стержень): сталь, оцинкованная
По ней определим, что прочность соединения 1300 Н достигается при минимальном диаметре тела заклёпки равном 4,00 мм (рис. 4).
 Рис. 4.
Рис. 4.
В разделе таблицы d1 = 4 выберем строчку, которая соответствует диапазону толщины пакетов, включающему величину 6 мм. В нашем случае — это пакет с толщиной 5,0…6,5 мм, а длина тела заклёпки равна 10 мм (рис. 5).
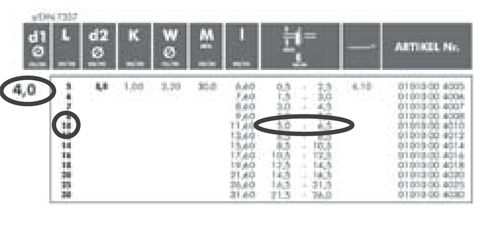 Рис. 5.
Рис. 5.
Таким образом, для решения поставленной задачи нам понадобится заклёпка диаметром 4 мм и длиной 10 мм. Определитесь с торговой маркой производителя заклёпок. Все вытяжные заклёпки можно разделить на три основные категории по принципу «производитель — цена — качество». Наиболее важные характеристики заклёпок от поставщиков этих категорий представлены на рисунке 6 и в таблице.
 Рис.6
Рис.6
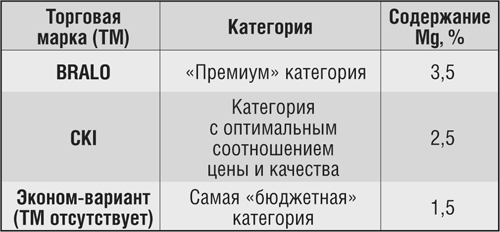 Таблица 6
Таблица 6
Самые дорогие и качественные заклёпки — продукция известных мировых производителей: Bralo, Gesipa, POP и другие марки. Ко второй категории относится продукция заводов из Юго-Восточной Азии (преимущественно в Китае и Тайване). Эти заводы обладают достаточно высокой культурой производства, оборудованием, технологиями и выпускают качественную продукцию, в основном — на экспорт в Европу, Америку и Японию. И третья группа по качеству — это заклёпки, сделанные на полукустарных фабриках, специализирующихся на дешёвой низкокачественной продукции самого простого «ходового» ассортимента. Очевидно, что при выборе заклёпок того или иного производителя потребитель сравнивает цену заклёпок и их качество применительно к задачам, которые ему необходимо решить. Как правило, заклёпки самых известных мировых марок из-за гарантированного качества выбирают производители автомобилей, промышленного и медицинского оборудования, монтажных систем в строительстве, железнодорожной и судостроительной отраслей, то есть тех отраслей, в которых надёжность заклёпочного соединения не только обеспечивает качество готовой продукции, но и безопасность людей. На этот выбор влияет и глобализация производителей в современном мире: при проектировании продукции, изготавливающейся в разных странах, конструкторы стараются указать в спецификации крепёж, поставляемый по всему миру, чтобы не возникало проблем с его приобретением.
Заклёпки второй категории обычно используют производители менее дорогостоящей продукции, старающиеся сэкономить на крепеже. По возможности, не в ущерб её качеству. Заклёпки третьей, самой дешёвой категории, грамотные потребители применяют при сборке временных конструкций — опалубки, ограждений и там, где качество соединения не столь критично.
В последнее время наметилась тенденция на повышение общего уровня качества и ассортимента продукции заводов, которые изготавливают заклёпки второй категории. Этому способствует их сотрудничество с ведущими европейскими и американскими заклёпочными компаниями, а также общий рост производства. На практике это приводит к тому, что у потребителя появляется выбор — покупать продукцию «с именем» или менее известную, но качественную и более доступную по цене. Производителей заклёпок в Китае, в отличие от России — великое множество. Там есть заводы принадлежащие европейским концернам и есть национальные китайские производства. Выбрать хорошего производителя заклёпок (как, в принципе, и любого товара), не посещая данное производство - невозможно. Интернет сайты хороших крупных заводов и маленьких цехов зачастую выглядят одинаково — стенды на выставке могут быть идентичными: немного образцов, картинки с видами завода, иероглифами и всегда улыбающиеся друзья Центрального Государства*.
* «Китай» в переводе с китайского (джун гуо) — центральная страна. — (Примечание авторов)
Выбрать производителя заклёпок — дело сложное. Первая сложность — это большое количество потенциальных производителей. Кто-то специализируется на алюминиевых заклёпках, кто-то на нержавеющих сталях, кто-то делает только специализированные изделия. А есть компании, которые производят широкий ассортимент заклёпок, но при этом их продукция стоит дороже. То есть если вы хотите заказать в Китае широкий ассортимент заклёпок, то сначала вам надо будет посетить примерно 20 заводов, чтобы получить информацию для сравнения. Вторая сложность: завод заводу — рознь. Один завод будет обладать современными станками, системой контроля качества на всех этапах (закупка материала, производственный и финальный контроль), одной или несколькими оснащёнными техническими лабораториями. Другой завод будет представлять собой небольшой цех с полуручными станками и большинством функций, переданными на аутсорсинг другим заводам. Аутсорсинг производственных процессов для Китая — это отдельный вопрос. Некоторые заводы в Китае осуществляют у себя полный технологический цикл производства: обработка проволоки, вырубка изделия, сборка изделия, термообработка, нанесение покрытия, окраска, а некоторые производства те или иные функции могут передавать на аутсорсинг. В этом нет ничего плохого: например, в более технологически развитом Тайване большинство заводов работает, используя аутсорсинг производственных функций. Самое главное — понять, каким образом производитель, использующий аутсорсинг, контролирует качество переданных «на сторону» работ. Например, если на заводе нет собственного цеха цинкования, тогда эти работы передаются фирме, специализирующейся на нанесении покрытий. При этом на заводе обязательно должна быть процедура контроля качества цинкового покрытия. И убедиться в её наличии можно одним лишь способом — непосредственным посещением производства и увидеть, где и как эта процедура производится.
Третья сложность — негативный имидж российских заказчиков крепежа у китайских производителей заклёпок (и другого крепежа). Когда договариваешься о посещении хорошего завода, и китайская сторона узнаёт, что заказчик из России — зачастую это может привести даже к завершению переговоров. «Вам в России нужно такое низкое качество, которое наш завод не может делать. Вам лучше обратиться на другой завод», — эту фразу приходится слышать достаточно часто. Это то, с чем мы постоянно сталкиваемся при посещении производителей заклёпок и других крепёжных изделий. Увы, но факт, сегодня имидж российского заказчика крепежа в Китае связан со словами — «нам неважно, какое качество, но мы хотим как можно дешевле», и пока только единичные компании из России, в первую очередь, смотрят на качество выпускаемой продукции.
Ведущие российские крепёжные компании, как правило, представляют в своём ассортименте две-три линейки аналогичных типов заклёпок разных ценовых категорий. Например, группа компаний «Центр Крепёжных Изделий» (ГК ЦКИ) является дилером известной испанской компании BRALO, выпускающей заклёпки высшего уровня качества и широкого ассортимента. Но, помимо продукции BRALO, ГК ЦКИ представляет линейку заклёпок под маркой CKI, произведённых на современном заводе в Китае, основная часть продукции которого идёт на экспорт в Европу и Америку.
Все заклёпки под маркой CKI при поступлении на склад проходят входной контроль на соответствие заявленным нагрузкам. Для этого ГК ЦКИ сотрудничает с сертифицированной лабораторией испытательного центра.
Главное, что необходимо помнить при выборе заклёпки — цена и качество напрямую зависят друг от друга. Стараясь сэкономить на цене, можно сильно проиграть на качестве готовой продукции и трудозатратах на установку заклёпок. Тем более, что заклёпочное соединение — неразборное, и заменить некачественные заклёпки после их установки в изделии очень трудно, а зачастую — невозможно.
Таким образом, купить качественную заклёпку, подходящую под необходимые условия, не всегда так просто. Нужно быть уверенным не только в том, что данная заклёпка подходит конструкционно, но также не вызывает сомнений в качестве. При этом качественная и некачественная заклёпка внешне будут выглядеть одинаково. Можно взять несколько заклёпок и попробовать их в работе. Данный способ поможет исключить явный брак, но не исключит брак, который не столь очевиден. Например, толщина цинкового покрытия. Данный дефект проявится только с течением времени. Другой способ: необходимо взять несколько образцов и отдать их на исследование в специализированную лабораторию, определить состав металла, толщину покрытия, исследовать механические свойства. Но это очень затратный и сложный способ. Остаётся только одно решение — использовать надёжного проверенного поставщика с ответственным подходом к качеству.
Агроскин А.Р., Тазов С.Г., Тарасов В.Н.,
ГК «ЦКИ»
Оригинал статьи вы можете скачать на официальном сайте журнала Журнал "Крепеж, клей, инструмент и..." - "Заклёпки. Ориентиры качества" .
www.cki-com.ru
Крепёж, клеи, инструмент и... 2016-04
Основная цель журнала "Крепёж, клеи, инструмент и..." – способствовать решению задач создания надёжных креплений и соединений.В числе этих задач:– оптимальный выбор конструкции узла соединения и его элементов,– использование крепёжных элементов высокого качества,– соблюдение монтажно-сборочных технологий.
Журнал-справочник «Крепёж, клеи, инструмент и...» издаётся с 2002 года и содержит информацию о выборе крепёжных изделий и систем, базовые справочные материалы, сведения о современных изделиях и монтажных технологиях и др.
Журнал прошёл экспертизу во Всероссийском Институте Научной и Технической Информации Российской Академии Наук, материалы о его публикациях постоянно размещаются в Реферативном журнале ВИНИТИ РАН.
Журнал являлся соорганизатором конференций «Современное производство крепежа» (Москва, 2009), «Высокопрочный крепёж: качество и ответственность» (Санкт-Петербург, 2012), организатором деловой программы выставки Fastener Fair Russia.
В настоящее время журнал является соорганизатором ежегодных конференций «Крепёж. Качество и ответственность». Главный редактор журнала Александр Осташёв – координатор петербургского клуба поставщиков крепежа.
Журнал долгое время был генеральным информационным спонсором специализированной выставки «Fasttec/Крепёж». В настоящее время журнал «Крепёж, клеи, инструмент и…» – генеральный информационный партнер выставки Fastener Fair Russia.
Основные темы журнала «Крепёж, клеи, инструмент и...» приведены ниже, по каждой из указанных тем имеется указатель статей– Крепёжные изделия и их элементы– Соединения повышенной прочности– Заклёпочные соединения– Автомобильный крепёж– Крепёж для деревянного домостроения– Производство крепежа– О качестве– Инструмент и технологии для выполнения резьбовых соединений– Сверление– Клеи и клеевые технологии– Покрытия
Архивы журнала «Крепёж, клеи, инструмент и...» содержат большое количество информации. Эта информация может быть полезна для повышения квалификации ваших сотрудников и для проработки определённых вопросов. Предлагаем приобрести архивы нашего журнала или дайджесты статей по основным темам.
Периодичность выхода журнала – 4 раза в год.Формат издания – А4.Количество страниц – 72.Обложка – полноцветная, внутренние страницы – цветные и чёрно-белые.Тираж журнала – 9500 экз. (с эл. версией на CD).Издатель – информационно-издательский центр «АЛМА».
Журнал распространяется на специализированных выставках Москвы, Санкт-Петербурга и других городов России. Вместе с дополнительными материалами журнал распространяется по редакционной подписке. Осуществляется целевая рассылка по российским предприятиям, исходя из пожеланий рекламодателей. В электронном виде наш журнал доступен каждому.
Основные сегменты читателей журнала:– строительство, реставрация, ремонт зданий и мостов– сооружение деревянных конструкций– изготовление металлоконструкций– изготовление и монтаж наружной рекламы– электромонтаж– приборостроение– станкостроение– авиастроение, судостроение– автомобилестроение, автосервис– монтаж инженерных сетей и оборудования– производство мебели, торгового оборудования– производство крепежа, торговля крепежом– производство инструмента, торговля инструментом– другие отрасли
booktech.ru
Журнал "Крепеж, клеи, инструмент и..."
 Что оказывается слабым местом во многих конструкциях? Зачастую незаметные нашему глазу крепления.
Что оказывается слабым местом во многих конструкциях? Зачастую незаметные нашему глазу крепления.
Качество машины, мебели, здания или железнодорожного моста напрямую зависит от того, какие конструкции соединений были выбраны, какого качества были использованы крепёжные элементы, и насколько правильно был выполнен монтаж.
Поэтому основная цель журнала "Крепёж, клеи, инструмент и ..." - способствовать решению задач создания надёжных креплений.
В числе этих задач:
- оптимальный выбор конструкции узла соединения,
- использование крепёжных элементов определённого качества,
- соблюдение монтажно-сборочных технологий.
Журнал-справочник «Крепёж, клеи, инструмент и…» издаётся с 2002 года и содержит информацию о выборе крепёжных изделий и систем, базовые справочные материалы, сведения о современных изделиях и монтажных технологиях и др.
Журнал прошёл экспертизу во Всероссийском Институте Научной и Технической Информации Российской Академии Наук, материалы о его публикациях постоянно размещаются в Реферативном журнале ВИНИТИ РАН.
Партнёры журнала - ведущие зарубежные и российские изготовители и продавцы крепежа, клеевых материалов, инструмента, издатели справочной технической литературы, центры научно-технической информации; зарубежные специализированные издания.
Распространение: на специализированных выставках Москвы, Санкт-Петербурга и других городов России, по подписке, целевая рассылка по российским предприятиям, исходя из пожеланий рекламодателей.
Периодичность выхода - 4 раза в год.
Формат издания – А4. Количество страниц – 72. Обложка – полноцветная, внутренние страницы - цветные и чёрно-белые.
Издатель – информационно-издательский центр «АЛМА»
Журнал получают подписчики:
Москвы, С-Петербурга, Новосибирска, Калуги, Абакана, Краснодара, Рыбинска, Покрова, Екатеринбурга, Иркутска, Ижевска, Ростова-на-Дону, Владикавказа, Димитровграда, Тулы, Нижнего Новгорода, Воронежа, Кировска и других городов России.
Подписка на журнал «Крепёж, клеи, инструмент и…» – через редакцию журнала.
www.infstroy.ru
А стоит ли изобретать велосипед или снова о шпильке резьбовой и качестве резьбы
Дорофее А.В. Руководитель товарного направления "Машиностроительный крепёж"
Журнал "Крепеж, клей, инструмент и..." Статья ЦКИ о шпильке резьбовой и качестве резьбы" (2017) (стр. 29-30)
Все участники рынка должны понимать, что бессмысленная гонка по снижению качества неизбежно приведет в тупик. А тема все равно жива и актуальна.
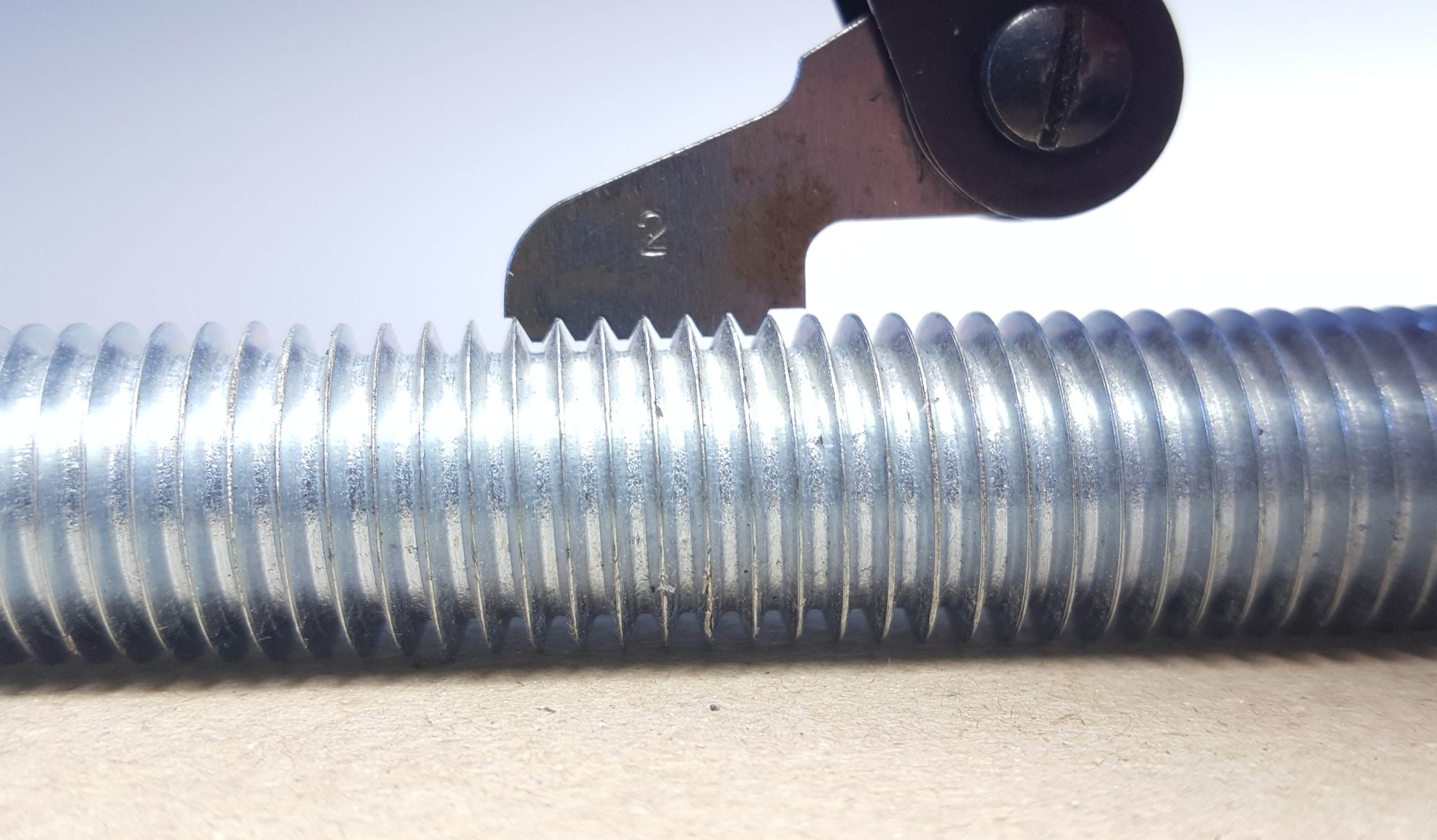
Наткнулся в Интернете на информацию о том, что угол при вершине метрической резьбы в 45° можно считать допустимым «с точки зрения разумного снижения цены». И с этим можно было бы согласиться, но у меня возник вопрос: почему именно шпильку выбрали в качестве такого «компромиссного» решения? Ведь никто не говорит, что можно использовать болты с углом резьбы в 45°, и никто в РФ таких болтов не продает… Но бракованная шпилька встречается практически повсеместно. Видимо, только на шпильке можно так существенно сэкономить в закупке, уменьшая диаметр проволоки, из которой делают шпильку, и получая «длинный» и острый угол резьбы.
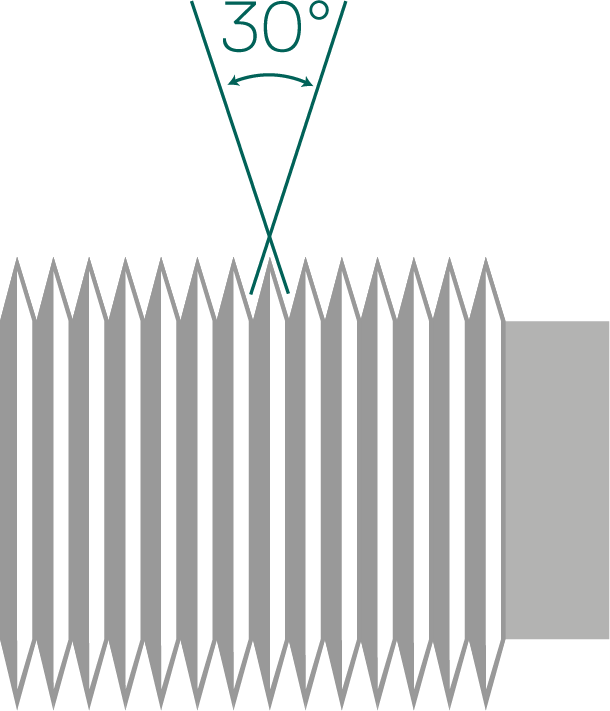
А до каких пределов можно идти на компромисс качества и цены и занижать угол резьбы? Должен же быть физический предел, при котором качество упадет настолько, что потребитель просто откажется покупать такое изделие. Подогреваемый этой мыслью, я отправился в ближайший сетевой строительный магазин и купил шпильку M16*1000 класса прочности 4.8. Предварительный осмотр показал, что попался «достойный» экземпляр, и исследования в лаборатории это подтвердили – угол при вершине резьбы 30°, непроходной калибр свободно наворачивается от руки.
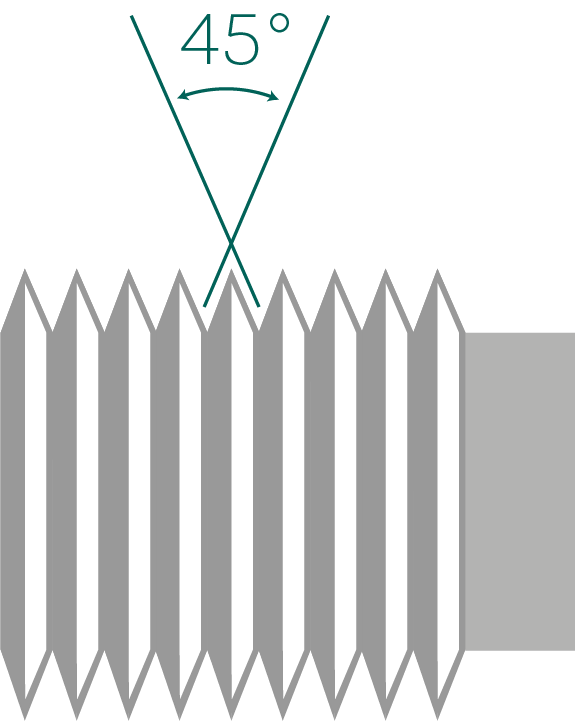
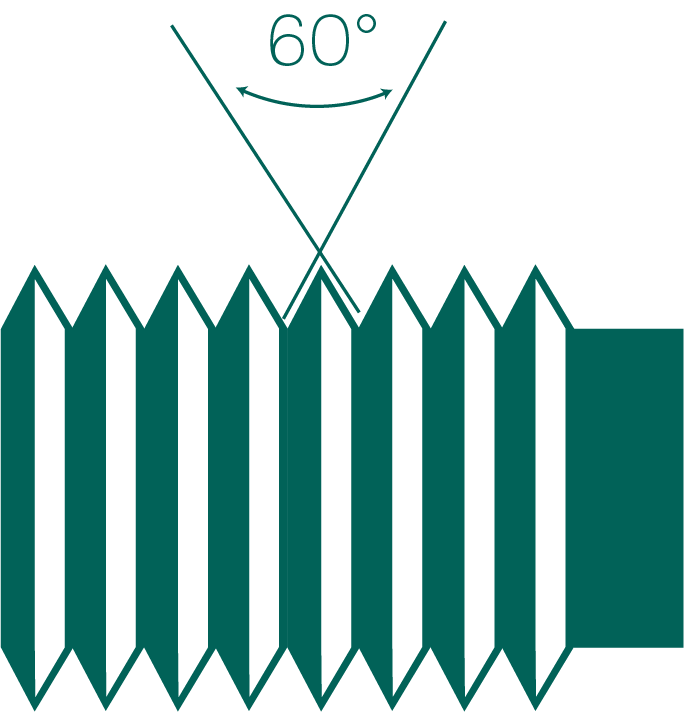
Возникла идея провести испытания и сравнить однотипные шпильки DIN976 класса прочности 4.8. Для этого взяли еще один образец с углом 45° и шпильку от ЦКИ с углом 60°.
Образец № 11, угол при вершине 30°
 Образец № 8, угол при вершине 45°
Образец № 8, угол при вершине 45°
Образец №10, угол при вершине 60°

Исследования проводились на экспериментально-производственной базе НИИ Мостов в г. Санкт-Петербурге при участии старшего научного сотрудника Ростовых Григория Николаевича.
Полученные усредненные данные приведены в таблице 1.
Таб. 1. Результаты испытаний шпильки резьбовой по DIN976 4.8; M16, шаг резьбы 2 мм
|
№ образца |
Угол резьбы |
Нагрузка при разрыве, тс |
Нагрузка при разрыве, кН |
Номинальная площадь расчетного сечения резьбы, мм^2 |
Предел прочности, МПа |
Разрыв |
|
10 |
60 |
7,9 |
77,47 |
157 |
493,5 |
Разрыв стержня шпильки |
|
8 |
45 |
5,4 |
52,96 |
157 |
337,3 |
срез резьбы шпильки |
|
11 |
30 |
3 |
29,42 |
157 |
187,4 |
срез резьбы шпильки |
|
При классе прочности 4.8. по ГОСТ Р ИСО 898-1-2014 не менее: |
420,0 |
|||||
В более привычных для нас тоннах шпильки выдержали нагрузку:
- №11, 30° - 3 т
- №8, 45° - 5,4 т, выше №11 на 80%
- №10, 60° - 7,9 т, выше №11 на 260%
Результатами были удивлены даже умудренные опытом сотрудники центра: под видом одного и того же и с одинаковой ценой продаются разные по сути изделия.
Начну с главного - порвать шпильку с углом в 30° и 45° при стандартных условиях испытаний (одна гайка и увеличенная шайба с каждой стороны) нам так и не удалось. Гайка «слизывала» резьбу, и на этом все заканчивалось.
При этом нагрузка в случае с углом 30° не доходила даже до половины нормативных значений! Страшно представить, что будет с конструкцией, в которой будут применяться такие шпильки. Ведь от них ожидается гораздо большая величина нагрузки. Напомню, что шпильку диаметром М16 покупают для серьезных нагрузок. На фотографиях видно, что гайка просто срезала истонченные верхушки резьбы.
Шпилька с углом 45° показала несколько лучший результат, но все равно не смогла выдержать нормативных значений. Нам даже удалось порвать ее, но уже «вне конкурсной программы». Для этого пришлось использовать по несколько гаек с каждой стороны. Начиная срывать резьбу, первая гайка упиралась во вторую, и за счет суммарно большего количества работающих витков резьбы и перераспределения нагрузки нам удалось порвать шпильку. Самое плохое в этом не то, что придется тратиться на дополнительные гайки, а то, что нельзя гарантировать сохранения момента затяжки и неподвижность стягиваемых деталей.
Шпилька с углом в 60° показала те значения, которые прописаны в нормативной документации. В обоих случаях она выдержала предел прочности в 420 МПа. В первом у нее срезало резьбу при значении в 432 МПа, во втором разорвало при 490 МПа.
Какой вывод из этого следует?
После долгих испытаний профилем метрической резьбы стал равносторонний треугольник с углом при вершине 60°. Именно такая геометрия оказалась оптимальной по всем важным параметрам. Конструкторы при выборе крепежных элементов с метрической резьбой (М) рассчитывают на то, что изделие будет изготовлено по стандарту и выдержит те нагрузки, для которых оно предназначено.
Давайте не будем вводить потребителя в заблуждение и писать на изделиях с углом в 30° и 45° букву М. При нагрузке более 5 тонн, использование бракованного прутка, может привести к трагичным последствиям.
Не нужно изобретать велосипед и придумывать новые типы резьбы. Давайте уважать покупателя и его право на получение качественного товара по разумной цене.
www.cki-com.ru
Вышел очередной выпуск журнала «Крепеж, клеи, инструмент и..» | Новости
Вышел очередной выпуск журнала «Крепеж, клеи, инструмент и..»
27 сентября 2017
Саморезы для монтажа деревянных конструкций.
На протяжении длительного времени традиционными соединительными элементами для монтажа деревянных конструкций в нашей стране являлись крепёжные изделия нагельного типа, работающие в основном на сдвиг, такие как скобы, болты, цилиндрические нагели, зубчатые пластины, гвозди. Позднее появились и стали популярны среди строителей перфорированные крепёжные элементы и шурупы, способные работать как на сдвиг, так и на выдёргивание.
В данной статье речь пойдёт о качественно новом продукте, появившемся относительно недавно на отечественном рынке, — о винтах для дерева или конструкционных саморезах. Они воплотили в себя имеющиеся технологические возможности производства и монтажного инструмента. Эффективность их конструкции обоснована множеством зарубежных и отечественных научных работ, подтверждена испытаниями в лабораторных и эксплуатационных условиях. Современные саморезы многофункциональны. Их конструктивные элементы выполняют несколько операций: сверление, ввинчивание, зенкование. Конструкция самореза согласована со схемой монтажа. Острый резьбовой конец с режущей кромкой обеспечивает начальное вкручивание и создание отверстия, позиционируя при этом положение винта. Резьба с насечкой с минимальными усилиями перерезает волокна древесины без растрескивания. Расположенная за резьбой фрезерующая часть расширяет отверстие для свободного вхождения нерезьбовой части винта, то есть создаётся проходное отверстие в прикрепляемой детали. Благодаря высококачественной стали и специальной термообработке современные саморезы обладают высокой прочностью и могут закручиваться в самые плотные и твердые виды древесины и иметь большую длину. При этом они сохраняют пластичность, необходимую при работе на сдвиг и циклических нагрузках. Винты могут изготавливаться из коррозионностойких сталей и применяться при сооружении большепролетных деревянных конструкций для химически агрессивных сред, таких как склады солей или минеральных удобрений, животноводческие комплексы, портовые сооружения. Другой областью применения саморезов из нержавеющих сталей могут быть деревянные конструкции, находящиеся под атмосферным воздействием, такие как навесы, перголы, террасы, различные типы ограждения и другие конструкции, в том числе из плотных сортов древесины.
В настоящее время в нашей стране существуют предложения конструкционных саморезов от большого числа импортных производителей. Они реализуются по различным каналам продаж, в том числе и в торговых сетях DIY. В данном случае информируем вас, что результаты недавних исследований ЦНИИСК им. Кучеренко подтвердили соответствие саморезов российской торговой марки HIMTEXfix требованиям СТО 36554501-032-2014. Кроме того, эти испытания впервые в России проводились по расширенной методике с учетом разработанного нового стандарта, вводимого в действие в текущем году. Исследования саморезов HIMTEXfix включали в себя традиционный анализ прочности винтов на выдергивание из древесины и на разрыв, а также анализ прочности на сдвиг и деформационных характеристик, имеющих определяющее значение в процессе эксплуатации деревянных конструкций. Установлено, что требуемая расчетная несущая способность обеспечивается с некоторым запасом, в отдельных случаях до 50 %, в зависимости от диаметра и конструктивного типа саморезов. Проведенные исследования позволили применить саморезы HIMTEXfix в ряде объектов с большепролетными деревянными конструкциями, таких как склад минеральных удобрений в г. Новомосковск, многофункциональный торговый комплекс в г. Ростов, федеральный центр подготовки молодежного олимпийского резерва по хоккею в г. Ярославль.
Данилин А. В., директор «HIMTEX», Осташев А. М., главный редактор журнала, Смирнов П. Н., к. т. н., старший научный сотрудник Лаборатория деревянных конструкций ЦНИИСК АО НИЦ «Строительство»
Журнал "Крепеж, клеи, инструмент и..." № 3 (61), 2017
Все новостиhimtex.su







-2014.png)


